Thanks to Aram Compeau, Gordon Olafson, and John Walton for becoming Knife Steel Nerds Patreon supporters! I have an update on Patreon about the “rare earth” elements in AR-RPM9 steel.
I completed a minor revision to my new book Knife Engineering to correct a few typos. Some readers outside the USA also asked for more conversions from Fahrenheit than were present originally, so I incorporated both Celsius and Fahrenheit everywhere in the book in the text and tables, though some images and charts still have only one temperature scale or the other. I wouldn’t say that the changes in the revision are big enough to buy a new one if you have it already, this is not a new edition, but if you haven’t purchased one yet this is as good a time as any.
Stainless vs Non-Stainless Knife Steels
Stainless knife steels are not as good as non-stainless powder metallurgy knife steels. I will explain why and also what tricks to steel design could be used to make stainless knife steels as good as their non-stainless counterparts.
What is a Stainless Steel?
The definition of a stainless steel is surprisingly murky. It is sometimes given as a minimum amount of chromium such as 10.5, 11, or 12% (depends on what you’re reading). The chromium forms an oxide layer at the surface of the steel that prevents rust from forming. However, those definitions are typically for a low carbon stainless steel. In the world of tool steels and stainless knife steels the effect of other elements is very important. As the most common example, D2 steel with ~12% chromium is not stainless because the high carbon content means that many chromium carbides are formed. When the chromium is in the form of a carbide it is not able to form an oxide at the surface because it is already tied up with carbon. I have more information about corrosion resistance of stainless steels in this article on corrosion testing of different steels. Stainless knife steels are preferred in knives generally because they require less maintenance to avoid rust. Even ignoring cosmetics and maintenance, however, edges can lose sharpness to corrosion as I found in this study. Large knife companies making production knives, in particular, tend to stick to stainless steels as the average consumer expects a knife to be stainless.
Carbon Steel vs Non-Stainless Steel
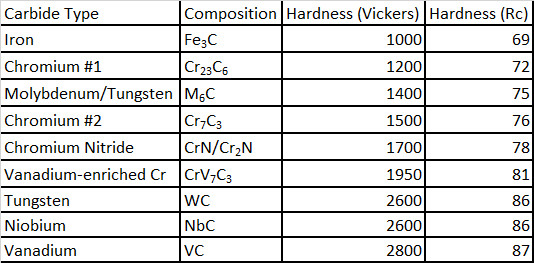
Sometimes among knife enthusiasts any steel which is not stainless is called a “carbon steel.” However, carbon steel refers to a specific category of steels which are alloyed only with carbon, manganese, and silicon. These are steels like 1084, 1095, W1, and White #1. Steels with some alloy added to them are called “alloy steels” which include 52100 and 5160. Steels with even more alloy addition are called “tool steels” and sometimes “high alloy tool steels” which is virtually any other non-stainless tool steel like A2, D2, CPM-10V, Vanadis 8, etc. Some steels are kind of in between because they are given a tool steel designation such as O1 or L6 even though I would call those grades alloy steels. Or even W1 which is a tool steel but also a simple carbon steel. There is a subcategory of high alloy tool steels called high speed steels which have large amounts of Mo and/or W like M2, M4, Maxamet, S390, Rex 45, or Rex 121.
These different categories are worth discussing because while CPM-10V and 1095 are both non-stainless steels their properties are completely different. 1095 requires a water quench or a fast oil quench to achieve full hardness while 10V can be cooled in air and still fully harden. 1095 has iron carbides, called cementite, which provide some wear resistance, though a relatively small amount of them. The relatively low hardness of cementite and the small volume of it in 1095 means the wear resistance is not particularly high. Conversely, 10V has a significant amount of high hardness vanadium carbide which means that 10V has very high wear resistance. 1095 is easy to forge for bladesmiths due to its low alloy content while 10V would be as difficult to forge as any stainless steel.
I bring all of this up to point out that “carbon steel” is not a simple group of steel, it covers a wide range of properties, and arguing over “stainless vs carbon steel” is an overly simplified discussion.
The Restrictions of Design
With high speed steels, the addition of large amounts of Mo and/or W is required to provide “hot hardness” for tooling operated at high speeds where heat is generated. The Mo/W means that the steel resists softening as it is heated up. However, the requirement of high Mo/W is a design restriction in terms of maximizing other properties. Without the required Mo/W you would imagine that you could better optimize toughness and wear resistance. The same is true of stainless steels which require a large amount of chromium. Adding any other design requirement means that we are likely to limit the properties in some other area. With knife steels we need a combination of high hardness, toughness, and wear resistance. Adding another requirement (corrosion resistance from high Cr) means that we now have another property to balance which is going to make the other properties difficult to achieve at a high level.
Toughness vs Wear Resistance
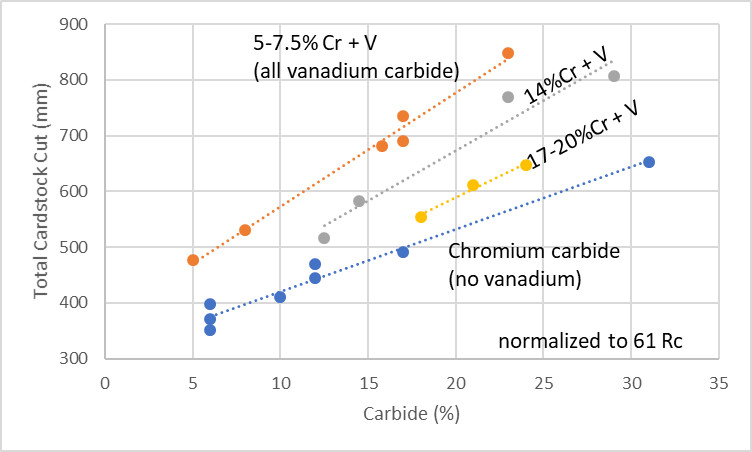
One set of properties which are typically opposed to each other is toughness and wear resistance. Wear resistance is controlled by the hardness of the steel, hardness of carbides in the steel, and how much carbide is present. Higher hardness, higher hardness carbides, and a larger amount of carbide all improves wear resistance. Higher wear resistance means that edge wear occurs more slowly providing better edge retention. Here is a chart summarizing the hardness of different carbide types:
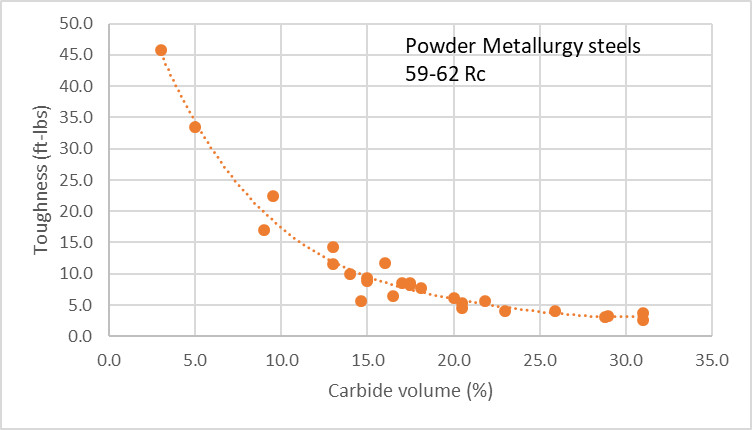
Vanadium carbides are among the hardest of all carbide types which is why high vanadium steels often have the best wear resistance and slicing edge retention. For example, in CATRA edge retention testing of a range of steels, those with chromium carbide had significantly lower edge retention for a given amount of carbide than those with vanadium carbides. A steel with ~17% chromium carbide (blue circles below) resulted in about 500 mm of cardstock cut in the standard CATRA test, while the same amount of vanadium carbide resulted in about 700 mm (orange circles). Read more about edge retention testing in this article.
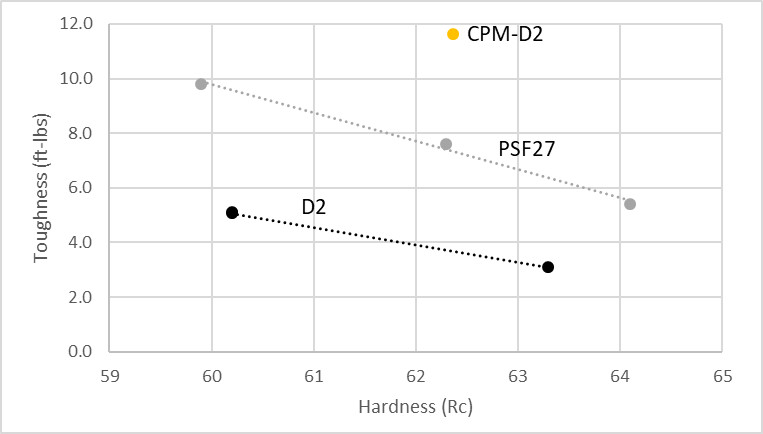
In terms of toughness, however, more carbide is a bad thing. Carbides are hard and brittle and make cracks initiate more easily. This leads to chipping to occur more easily, broken tips of knives, etc. Larger carbides are also worse than smaller carbides, which is why powder metallurgy steels have greater toughness even with the same composition. Below I have a comparison between different PM steels at different carbide contents. And also a chart comparing standard D2 (very large carbides), PSF-27 (D2 with medium carbides), and CPM-D2 (D2 with relatively fine carbides). Read about these different D2 steels in this article. The two charts use a 1/4 size unnotched charpy specimen, the specifications of which are here.
So we have a fundamental dichotomy between wear resistance and toughness. More carbide means better wear resistance but also lower toughness. However, the hardness of carbide does not generally matter for toughness. Therefore, if we use harder carbides (like vanadium carbide) and keep them small we get more wear resistance for a given amount of carbide, and therefore higher wear resistance for a given level of toughness. So the steels with the best combination of toughness and wear resistance are typically powder metallurgy steels (keep the carbides small) that are alloyed to have primarily vanadium carbides. Steels like CPM-1V, CPM-3V, Vanadis 4 Extra, CPM-4V, CPM-10V, K390, and Vanadis 8. Read about how powder metallurgy works in this article.
Why Stainless Steels are Worse
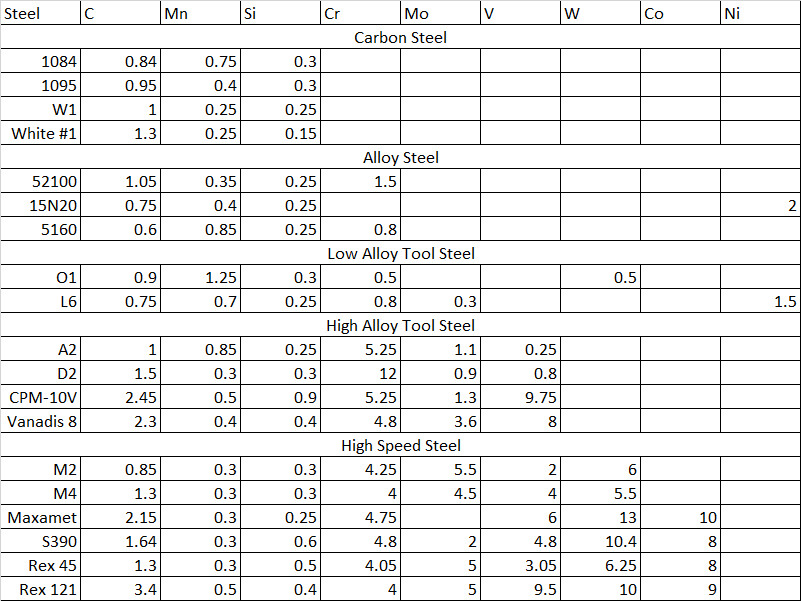
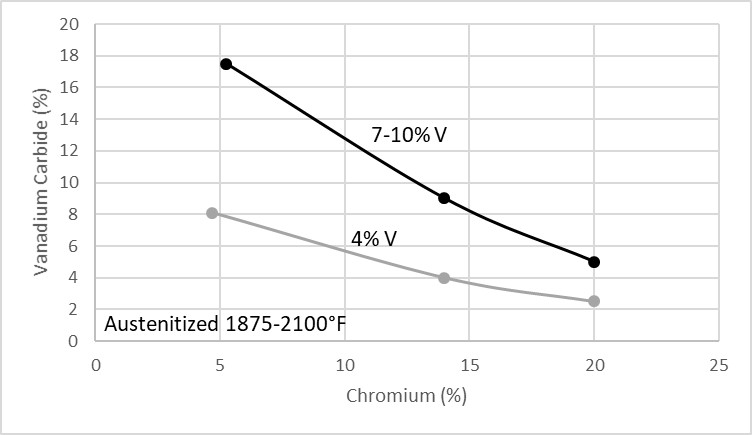
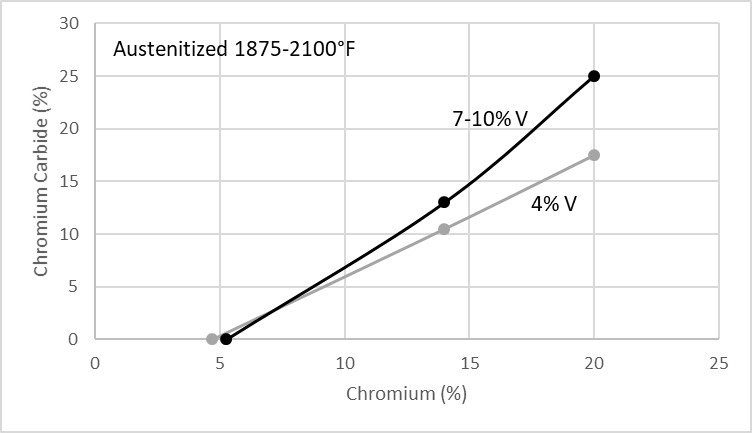
So when we add in a bunch of chromium it makes it more difficult to ensure that all of the carbides are vanadium carbides. Learn more about this in an article about carbide types in knife steel. The high Cr leads to the formation of chromium carbides instead, which are softer than vanadium carbide and lead to a poorer combination of toughness and wear resistance. Below shows a chart with the effect of chromium additions on vanadium-alloyed steels. Higher chromium means less vanadium carbide for a given amount of vanadium, and of course higher chromium means more chromium carbide.
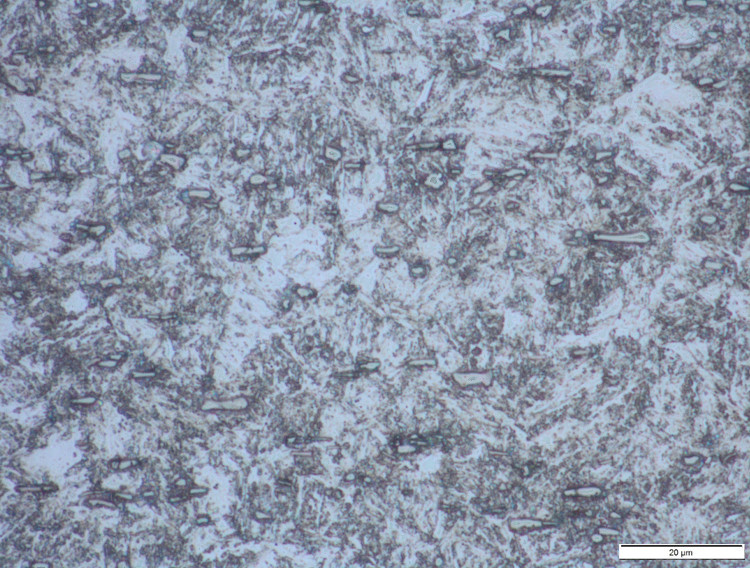
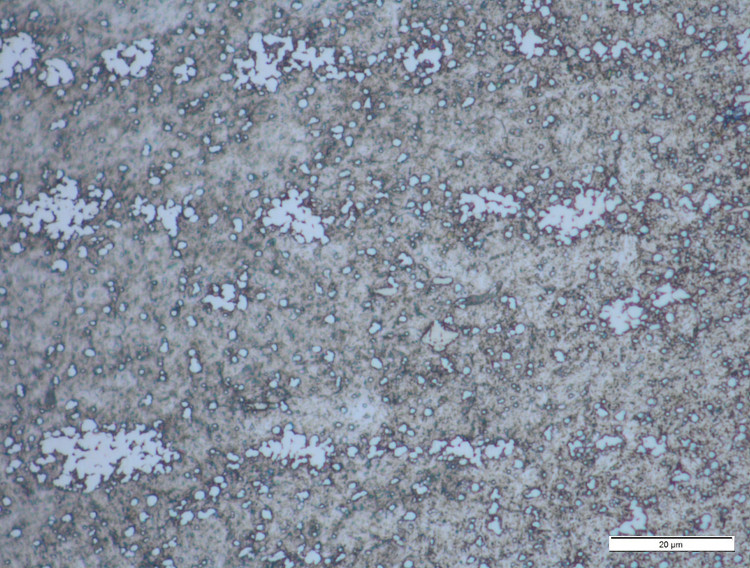
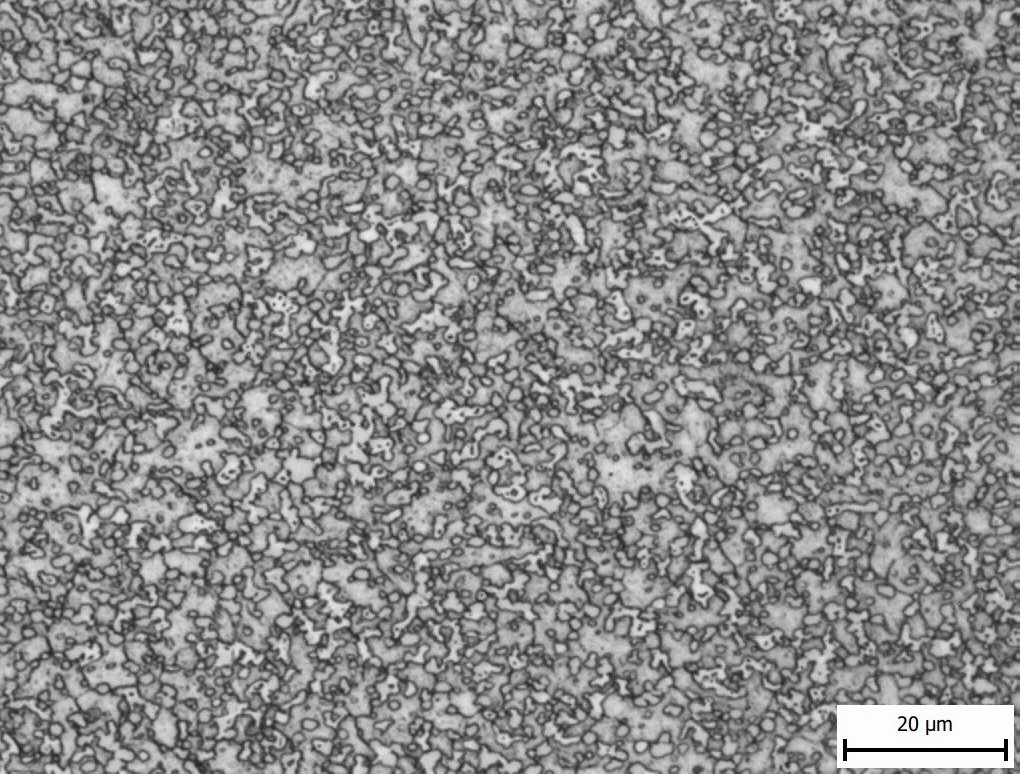
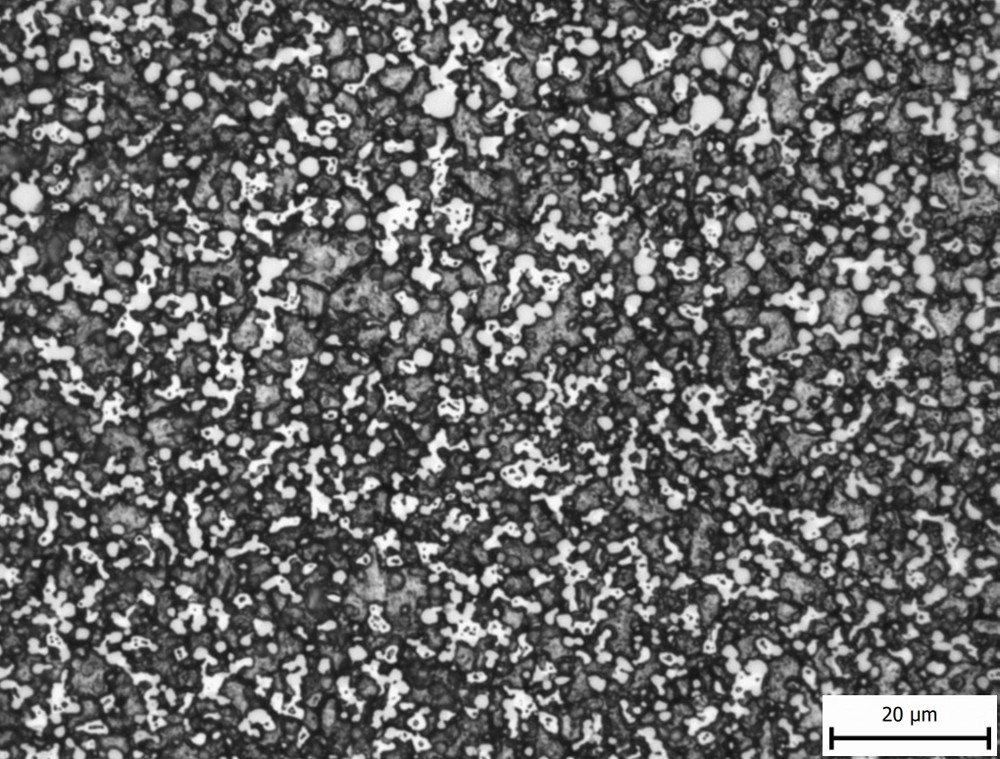
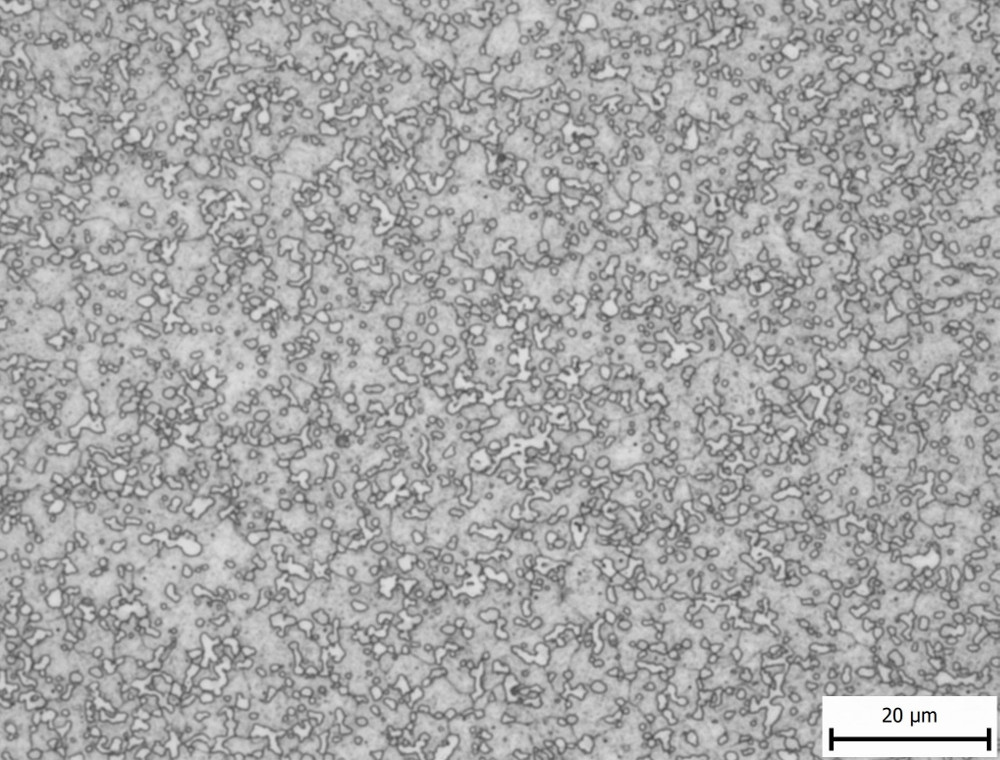
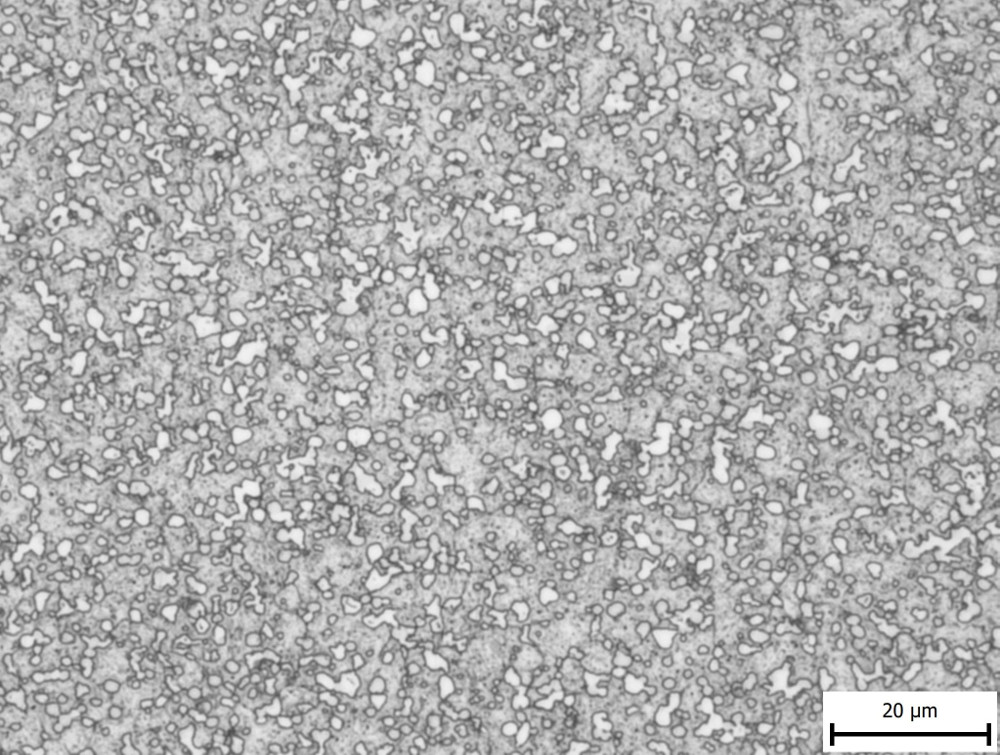
Another issue with chromium carbides is that they are larger in powder metallurgy steels than vanadium carbides. As explained before, larger carbides leads to less toughness. With powder metallurgy, the carbide size starts out very small but they grow through a natural process calls Ostwald ripening. The higher the temperature, the more rapid the growth of the carbides is. During the powder consolidation process (hot isostatic pressing or HIP) and the forging and rolling process, the steel is at high temperature where the carbides slowly grow. Chromium carbides have lower stability than vanadium carbides which leads to more rapid coarsening. This is why CPM-D2 (chromium carbide) has larger carbides than Vanadis 8 (vanadium carbides) even though the two have a similar amount of carbide, as shown below. This is not a difference from “3rd generation powder metallurgy technology” as similar steels produced with older PM facilities have a similar carbide size to Vanadis 8.
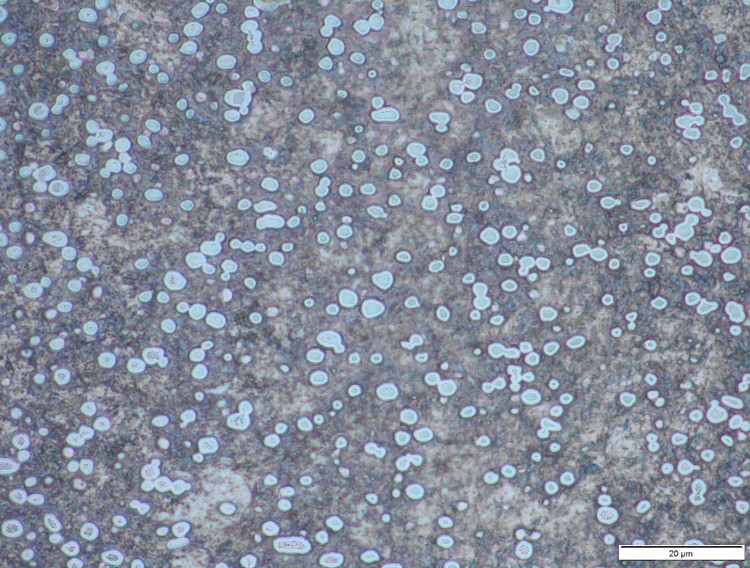
CPM-D2
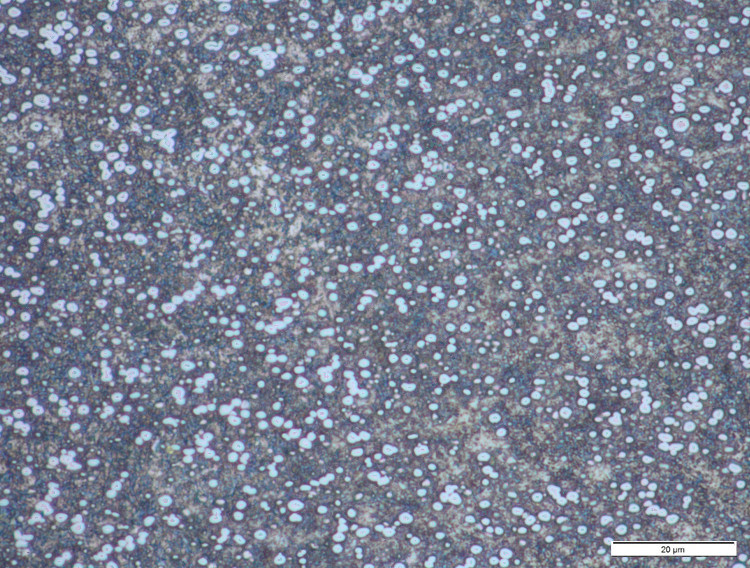
Vanadis 8
Comparing Stainless and Non-Stainless
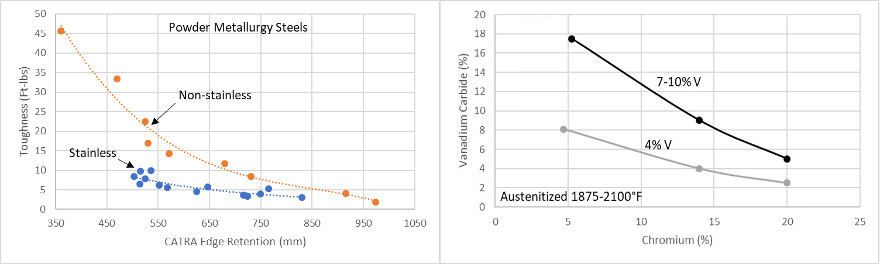
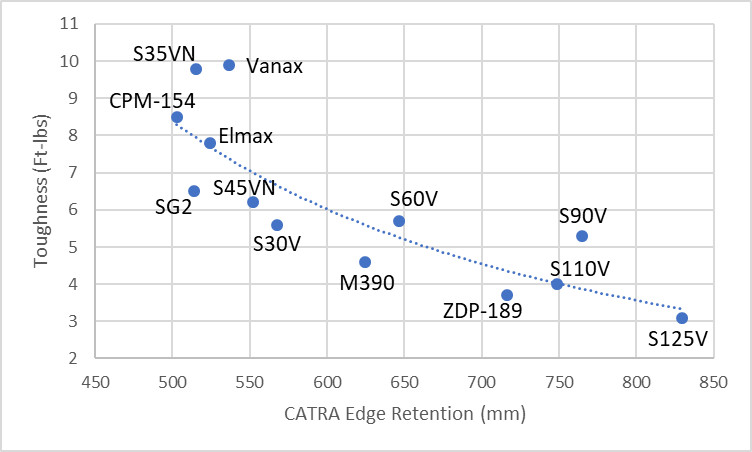
Add more carbon and vanadium to stainless steels (more hard carbides) and you can certainly get more edge retention at the cost of a drop in toughness. Here is a range of different powder metallurgy stainless steels where you can see the dichotomy:
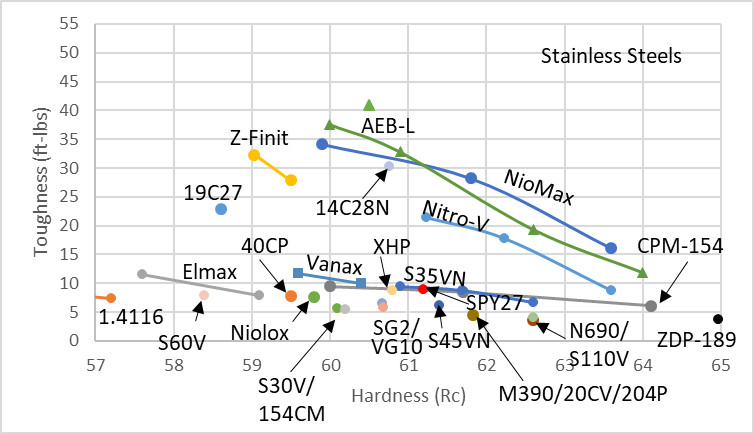
However, the properties of the non-stainless PM steels are significantly better, as can be seen in the following chart. The toughness of the non-stainless PM steels are essentially double for a given level of edge retention. Which means that the edges are less likely to chip, higher hardness levels can be used without reducing toughness, and/or edges can be ground thinner for better cutting performance due to higher toughness and hardness.
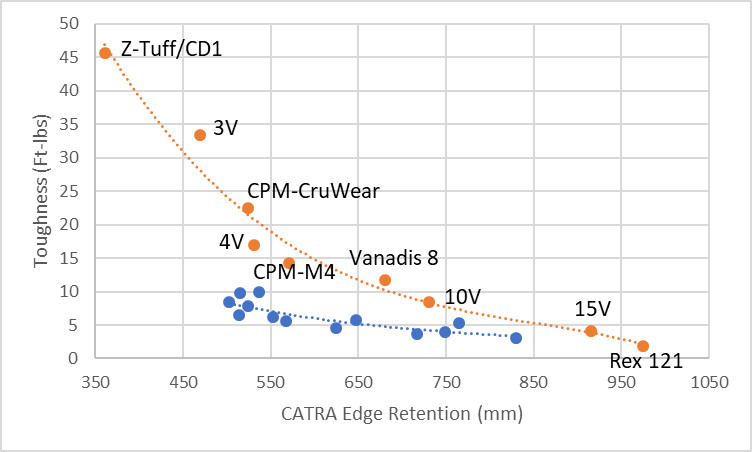
The issue is that all of the PM stainless steels have a significant amount of chromium carbide, at least 9-10%, and at least 15% total carbide. As shown in the previous charts, having 15%+ carbide means toughness will be unlikely to be higher than 10 ft-lbs in the toughness test that I use. The high total carbide content and the presence of chromium carbides which reduce the toughness-edge retention balance relative to all vanadium carbide means that stainless PM steels are not as good as some non-stainless PM steels. Non-stainless PM steels like 3V, CPM-CruWear, Vanadis 4 Extra, and CPM-M4 have a very attractive combination of properties due to their high toughness for a given level of edge retention. If we could have stainless steels with a similar property combination along with also being stainless we would have a true breakthrough in stainless knife steel performance.
What Can be Done?
One way to improve properties is to reduce the amount of chromium so that chromium carbide is reduced and vanadium carbide is formed instead. This doesn’t necessarily mean a reduction in the level of corrosion resistance. S110V with 15.25% chromium has a similar level of corrosion resistance to M390 with 20% Cr because the total composition matters, not just Cr. Most knife steels have 10-13.5% Cr “in solution” contributing to corrosion resistance. So M390 with 20% Cr only has around 13% in solution with the rest being tied up in carbides. These facts were used in the design of 14% Cr S90V back in 1995 to improve the properties of vanadium-alloyed powder metallurgy steels when compared with earlier steels with 16-20% Cr. This base 14% Cr content was also used in the design of S30V, S35VN, and S125V. Another aspect that helps is the use of Mo alloying which improves corrosion resistance for a given level of chromium, which is why S30V, S35VN, S125V, S110V, and S45VN have 2% or more Mo. S35VN has superior corrosion resistance to S90V despite both having 14% Cr in part because S35VN has higher Mo.
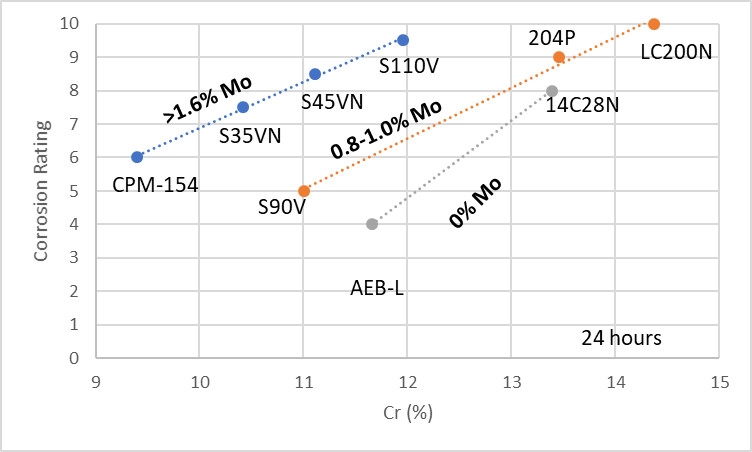
Chromium and molybdenum in solution vs corrosion testing (higher is better)
From the other side of chromium content, CPM-3V and CPM-CruWear have very good properties despite having somewhat elevated levels of chromium at 7.5%. Typical non-stainless steels have 4-5.5% Cr, so we know that going somewhat higher in Cr can still result in very good properties. CPM-3V has virtually all of its chromium in solution giving it corrosion resistance even better than D2, a non-stainless steel known for good corrosion resistance. CPM-CruWear has some chromium carbide but the amount of it is small enough that it doesn’t seem to negatively affect toughness. 3V and CruWear are very similar steels apart from carbon content which points out again how important carbon content is. CPM-CruWear is capable of somewhat higher hardness than 3V but its toughness and corrosion resistance are reduced because of chromium carbides. So it isn’t just the chromium content but other elements that promote the formation of chromium carbides, particularly carbon.

So with the examples of improved properties with stainless steels of reduced Cr content (14%), and on the other side non-stainless steels having very good properties with 7.5% Cr (along with balanced carbon), it should be possible to design steels with a Cr content in between. If the total composition (especially carbon) is balanced in combination with 10-13% Cr, all of the chromium can be put in solution during heat treatment so that only vanadium carbides are left, resulting in stainless steels that have the same superior properties as non-stainless PM steels. Experimentation would be required to find what the limit is in terms of chromium content where the carbon can be balanced so that all of the chromium carbide is dissolved in heat treatment. Molybdenum additions would also help improve corrosion resistance for a given amount of chromium.
Non-PM Stainless Steel Design
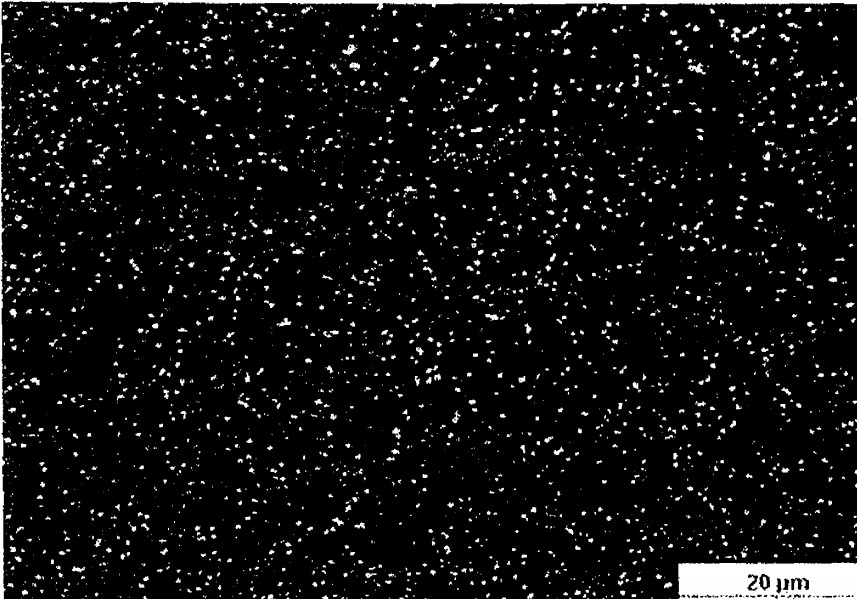
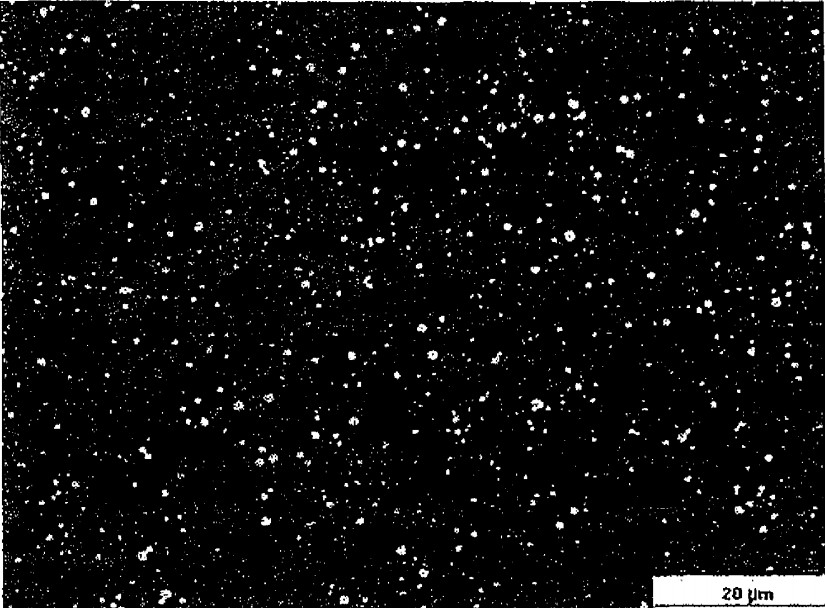
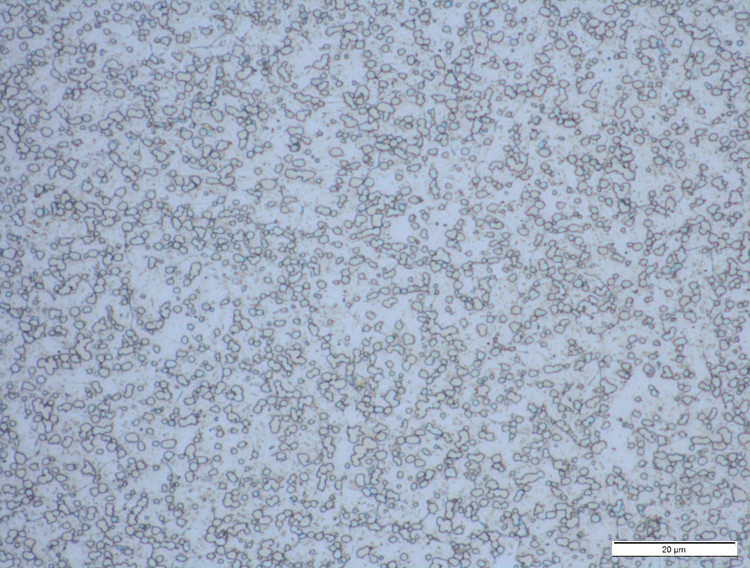
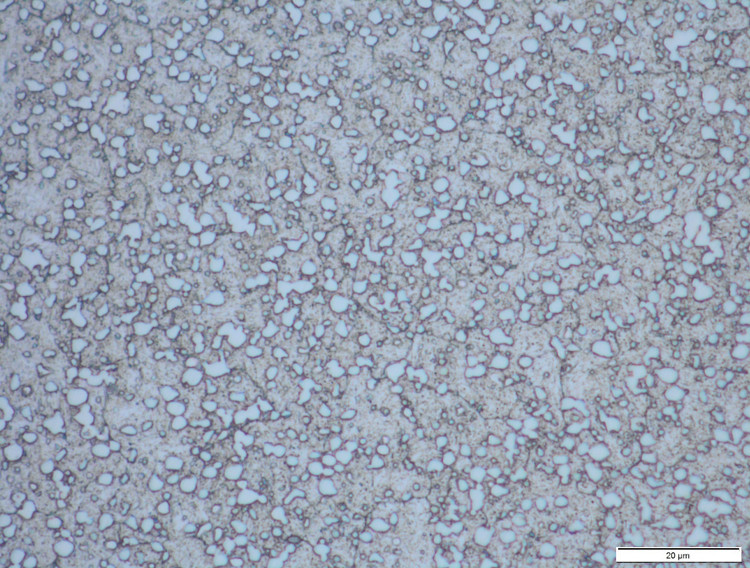
Another way to design stainless steels is to keep the carbide content very low so that the chromium carbides remain small and toughness is high. The best examples of this approach are AEB-L, 12C27, and 14C28N. These steels have lower wear resistance and edge retention than the PM stainless steels but also significantly better toughness and a very fine microstructure. The metallurgists accomplished this by carefully balancing the carbon and chromium content so that high hardness and corrosion resistance could be obtained without forming large amounts of chromium carbide. I wrote about the design of AEB-L in this article. See below for how much finer the microstructure of AEB-L is than even PM stainless steels and how much better its toughness is.
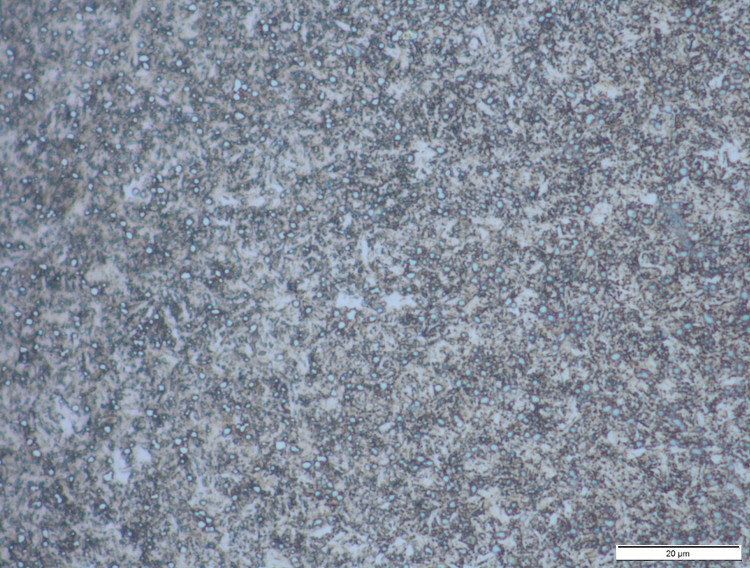
AEB-L
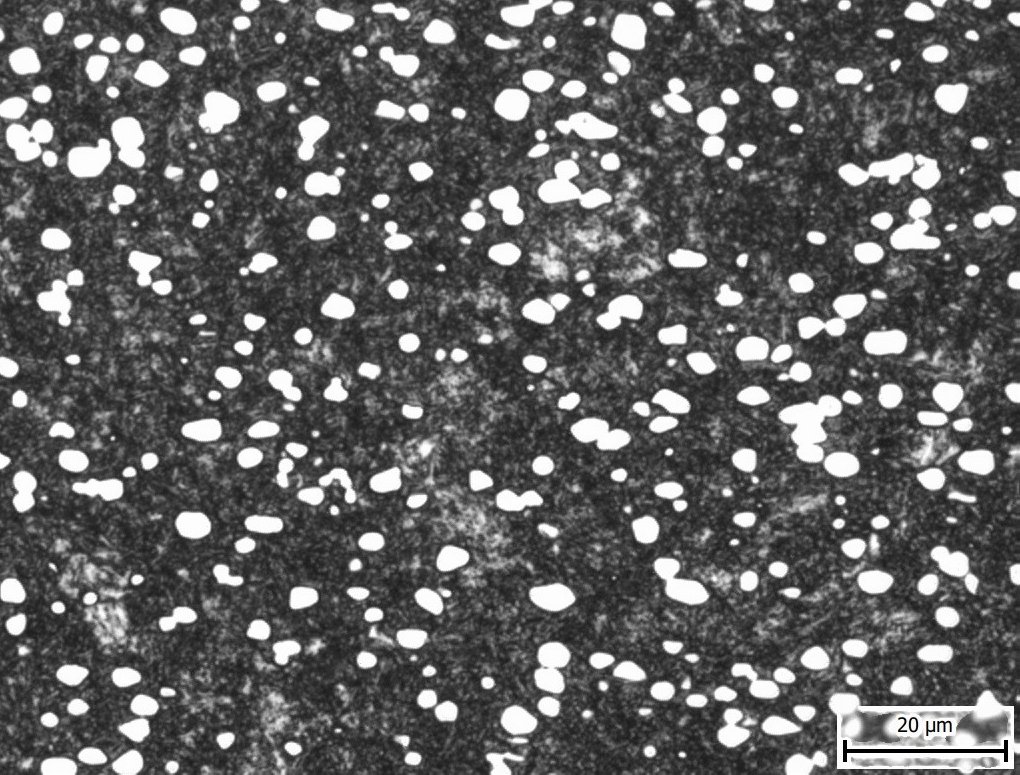
CPM-154
Steels like AEB-L and 14C28N have relatively low edge retention but still better than low alloy steels like 52100 and 1095 because the chromium carbides are harder than the iron carbide (cementite) in the low alloy steels. So in this case the stainless steels actually have a better property balance than the “carbon steel.” Again this is why “stainless vs carbon steel” is an over-simplified debate. It all matters what non-stainless steels and what stainless steels you are referring to and in what property category.
Niobium Alloying
These low carbide volume stainless steels could also have improved wear resistance with little drop in toughness by adding in some vanadium or niobium for better edge retention. The closest available steel to this approach is Niolox, but unfortunately its carbide size is relatively large so the toughness is not as good as one would hope. The largest carbides in Niolox are chromium carbides so perhaps with a more careful design the carbide size could be kept smaller. I wrote about this possibility in a previous article about niobium-alloying of stainless steels. Niobium is a “stronger” carbide former than vanadium meaning it can form niobium carbides even in the presence of large amounts of chromium. We produced a 50 lb heat of steel we have named NioMax (called “new steel” in the niobium article) that had toughness nearly as high as AEB-L (see chart above) but with improved edge retention from niobium alloying. The chromium-carbon balance was optimized so that the chromium carbides would all dissolve during heat treatment leaving only niobium carbides. However, the steel is not available commercially and it remains to be seen how small the niobium carbides will be when produced in a multi-ton heat rather than only 50 lbs.
NioMax
Niolox
Niobium Alloying in PM Steels
Because niobium carbides are more stable than vanadium carbides, they also coarsen more slowly during HIP and hot rolling, etc. Meaning the niobium carbides are even smaller than vanadium carbides in the final steel. This was seen in the development of a modified version of CPM-3V using primarily niobium alloying rather than vanadium. It was found that the carbide size was reduced and the toughness improved in the niobium version. This modified 3V has never been commercially produced.

3V Mod alloyed with niobium
Standard 3V with vanadium alloying
The Limits of Niobium in Powder Metallurgy Steels
3V was a good target for making a niobium modified version because it has a relatively small volume of carbide and therefore a relatively small amount of required niobium. Because niobium is such a “strong” carbide former it wants to form carbides at high temperatures, even in the liquid steel. The more niobium is added the higher the temperature the carbides form. At some amount of niobium, the carbides form in the liquid steel before it can be atomized (solidified) into the powder. This leads to large carbides because carbide growth is rapid at such a high temperature and in liquid. And it can even lead to clogging the “nozzle” where the liquid steel passes through the nitrogen gas spray. This generally limits the amount of niobium that is added to 3% or so. However, there is a Bohler patent for high niobium PM steels that are first atomized without any carbon added so that FeNb forms instead of niobium carbide. The powder is then mixed with graphite (carbon) prior to being HIPed into a solid ingot.

One of the compositions had only 12% Cr added (“Patented” above) but with the usage of niobium and an appropriate carbon content the majority of the chromium was in solution after heat treatment. They found improved corrosion resistance when compared with M390 despite the relatively low Cr, probably in part due to the increased molybdenum content (in combination with putting all of the Cr in solution). And improved wear resistance as well due to the high Nb. I wrote about this in the same niobium article I linked to before. However, the patent application was first submitted in 2009 and we still don’t have any products so I’m not sure if any are coming.
Partial Replacement of Vanadium with Niobium
Using a partial replacement of vanadium with niobium can also decrease the carbide size, improve toughness, and improve corrosion resistance. Below shows micrographs for S125V (12% vanadium) and S110V (9% V and 3% Nb). The carbide structure is somewhat finer in the S110V steel. The corrosion resistance of S110V is also better than S125V. Therefore it may not be necessary to utilize only Nb to have improved steels. Instead a combination of V and Nb could be used to avoid the expensive extra step of mixing graphite with the steel powder, and also avoiding the patent held by Bohler.

S110V – 9%V+3%Nb alloying
S125V – 12%V
Nitrogen Alloying
I previously wrote about nitrogen-alloyed knife steels in this article. Nitrogen has been used in some amount in several knife steels, such as S30V which came out in 2001 with about 0.2% nitrogen. Or Cronidur 30/LC200N with 0.4% N which was developed in the late 1980s for bearings but has seen some use in knives. More recently, Vanax was developed with a special powder metallurgy process to have a high nitrogen content of 1.55%. Liquid steel has relatively low solubility for nitrogen so they atomize the steel with relatively low nitrogen content. They then nitride the steel powder to add nitrogen prior to the HIP process to create the ingot.
Chromium and vanadium nitrides coarsen more slowly than their carbide counterparts. And nitrogen does not reduce corrosion resistance to the same extent that carbon does. When the particles contain both carbon and nitrogen they are called “carbonitrides” rather than carbide (carbon) or nitride (nitrogen). The improved particle size vs earlier steels can be seen by comparing Uddeholm Elmax to Vanax. The two steels are very similar apart from Vanax is 1.55% nitrogen and 0.35% carbon and Elmax is 1.7% carbon with ~0.1% nitrogen. With the relatively high amount of carbonitrides in Vanax the toughness is still not particularly great, but perhaps modified steels could be designed with reduced carbide/nitride volume for improved toughness-edge retention balance. Vanax still has roughly 10% chromium carbide/nitride along with 4% vanadium carbonitride which makes the total carbide/nitride volume similar to other stainless steels. With the chromium carbonitrides, about 14-15% Cr is in solution in Vanax, meaning it should be possible to reduce the Cr to 14% or so and rebalance the carbon and nitrogen so that chromium carbonitrides are dissolved during heat treatment. This would maintain the high corrosion resistance of Vanax while improving the toughness-edge retention balance.

Vanax
Elmax
Effect of Niobium and Nitrogen on Chromium Carbide
Both nitrogen and niobium can also be used to reduce the amount of chromium carbide that is formed. Nitrogen is less prone to form chromium nitrides than carbon is to form chromium carbides. And both nitrogen and carbon increase hardness of steel. So carbon can be partially replaced with nitrogen to maintain a similar level of hardness but with better corrosion resistance and better toughness from less chromium carbide. Niobium being a stronger carbide former than vanadium means that replacing vanadium with niobium leads to less formation of chromium carbide. Vanadium leads to more chromium carbide while niobium doesn’t. The two elements can also be used in combination such as in S45VN which contains 0.5% Nb and ~0.17% nitrogen. This means that S45VN doesn’t have much more chromium carbide than S30V or S35VN despite having 16% Cr rather than 14% chromium. The usage of those two elements also led to refined microstructure of S45VN (Nb+N) when compared with S30V (0.2% N, no Nb) or S35VN (0.5% Nb, low N). The new Spyderco exclusive steel CPM-SPY27 also had a combination of Nb and N along with reduced Cr (14%) which led to a slightly lower chromium carbide but the steel still has many carbide “clusters” which keep the average carbide size higher than a vanadium-only non-stainless PM steel. The chromium carbide content needs to be even lower for a true improvement in properties over the current state-of-the-art stainless PM knife steels.

S45VN
S30V
SPY27 with chromium carbide “clusters” visible
Summary and Conclusions
The best performing knife steels are powder metallurgy vanadium-alloyed non-stainless steels (wow what a mouthful). However, we would prefer to have knife steels that are also stainless because then less maintenance is required to avoid rust, and sharpness loss from corrosion is less likely. The requirement of adding large amounts of chromium makes properties worse by replacing vanadium carbide with chromium carbides. The chromium carbides are softer which leads to less wear resistance, but larger which reduces toughness. The carbides being softer also means that more carbide is necessary for a given amount of edge retention which further reduces toughness. To improve the properties of stainless knife steels we need to minimize the amount of chromium carbide and instead favor hard carbides like vanadium and niobium carbides. This is a difficult balancing act but there are some examples of steels which provide improved properties. Reduced chromium in combination with balanced composition, especially carbon, could lead to greatly reduced chromium carbide volume. Nitrogen and niobium alloying can also reduce the overall carbide size to get closer to the properties of non-stainless PM steels. Using what we have learned about knife steel design over the past 30 years or so there are several different avenues for improved stainless knife steels and hopefully we will see them in the future.
I asked this question over on BladeForums, but thought it may belong here as well.
I would be happy with a tough, wear-resistant non-stainless steel that is still fairly resistant to blemishing. I do really like Cruwear. I’m okay with a little maintenance for the added performance. Do you recommend any after market protectant(s) that can slow down the blemishing of non-stainless steel blades?
I haven’t ever used any kind of rust prevention before so I’m not much help. There are plenty of forum discussions about various oils, wax, etc. and maybe one of those will work for you.
I’m sure others have better ideas, but I figured I’d comment. One off the wall substance I’ve used to protect non-stainless knives was acrylic floor sealant \ polish (just paint future on degreased bare metal). It’s essentially clear coat paint so quite durable if you don’t mind the look and it will surely chip a little near the edge. linseed oil used the same way is a classic protectant (let it dry a long time if you use edible flaxseed oil ), but it doesn’t look as nice. Paste wax will also work better than just oil, but Its easy to cut yourself if you apply it by hand.
Dr Larrin. Firstly thanks for the book. Love it! Good idea to add degC for folks out side the USA. I have a cheat sheet print out glued to the back cover page. Moving on ….. So this begs a question that I think you can not answer but I will ask for the sake of being provocative and a tad bit curious as to what the Dr’s opinion is on this topic: When are we going to see some relevant steel manufacture (CPM, Sandvik, Bohler to name a few) reach out to you and engage in a R&D excise to make the “ULTIMATE” knife steel as defined by Dr Larrin? (Maybe the New Steel / NioMax is a first start of this process??) As you are clearly one of the most respected knife steel NERDS in the entire high end knife industry I would think these guys would be lining up at your door to cut a deal with you ….. but (sadly) maybe not cause I speculate that in the end the knife steel volumes are too low (so low that its not relevant for the big guys). What’s your take on this? Loaded question I know and I am sorry for that. BTW the “ULTIMATE” knife steel as defined by Dr. Larrin should be called Dr.L.Max 🙂
I don’t really see steel companies coming to me as they have their own metallurgists on payroll and bringing in an outside metallurgist is not all that standard. Plus while I work in the steel industry I don’t work in tool steel so it’s not as if I’m a 30 year retired metallurgist offering consulting services. Research and Development itself is expensive almost no matter how you do it. You can make a test heat of steel on a lab scale so that you don’t do full production right away to limit risk, but lab development has its own costs. And sometimes the lab scale work doesn’t translate perfectly to full production. But going straight to production has risks and scrapping a full sized heat of steel is of course expensive. But I do have projects like NioMax that may get somewhere someday so I will hold out hope that I can develop a knife steel someday. It is ultimately my greatest knife steel related dream.
Hi larrin,
Really appreciate your work!
What do you think about niolox+ ?
As I first see it advertised I thought oh, could be a new version with nitrogen addition. But no, the added 2 percent chrome and reduced carbon a tad.
Do you think this is better than the original version?
After reading your blog’s my version of a better niolox would have a tad less carbon and additional nitrogen. Rest like original niolox. What do you think?
Cheers
Sven
The Cr is good for corrosion resistance but not for the carbide structure or toughness.
Hi
Niolox+ is the Becut steel manufactured by Lohman. Since Bestar’s Becut patent expired around 2017, anyone can manufacture it. For example, it is also produced by Böhler under the name N676.
A question on carbides:
Vanadium carbide is hard, sure. But silicon carbide is substantially harder. Silicon is also much cheaper and much more readily available. There are recent reports of SiC-steel metal matrix composites, which indicate that SiC is stable in steel alloys prepared via the PM route. (Unlike the far harder boron carbide, which doesn’t seem to be.)
Why vanadium and not silicon? And do you think that there might be a future for PM steels with a SiC fraction?
Silicon carbide and vanadium carbide are similar in hardness. But as to the question of “why not silicon carbide” that is easy, silicon does not form carbides in steel.
It doesn’t necessarily need to form in situ, does it? If you’re going the powder metallurgical route — where powders are mixed, pressed to shape, and then sintered — perhaps SiC can be added directly into the mix? SiC powder costs next to nothing, and there are indications that it’s stable in iron-based metal matrix composites, which is the important thing. SiC particles can also be coated, e.g. in nickel, for better interfacial properties.
If this hasn’t been seriously attempted yet, I’d be quite surprised. A high volume fraction of SiC could potentially make for a high-hardness/high-modulus/low-density PM steel.
I image the ideal steel matrix to which to add SiC powder would be one that doesn’t form carbides at all – perhaps something like 0.6% Carbon with Nitrogen added to boost the matrix hardness?
As I understand it SiC is a poor choice for making an MMC with steel: https://www.osti.gov/servlets/purl/967387
Regardless, steel PM MMCs require a whole host of technologies to make them work well, to avoid the carbides from clumping, using very small carbides to begin with, etc. It’s never perfect. And MMC steel is not known for being cheap. And your proposal to do a high volume fraction is basically the opposite of what I am proposing here: a low volume fraction of vanadium carbide for a combination of high toughness with very good edge retention. It would be difficult to match a vanadium-alloyed PM steel in terms of carbide size and distribution with an MMC.
I recall reading somewhere that Titanium is the strongest nitride former. If this is correct, Titanium ought to affect nitride formation in a way similar to how Niobium influences carbide formation. I’m surprised I haven’t seen Titanium added to any of the nitrogen steels.
Titanium likes to form carbides and nitrides at very high temperatures and controlling their size is challenging in conventional steels. And for PM steels the amount you can add is even more limited than Nb before the carbides are forming before atomization.
The approach to using TiC (not nitride, which is softer) as the hard phase for abrasion resistance is a bit different. The different grades of Ferrotitanite use it:
https://www.dew-stahl.com/fileadmin/files/dew-stahl.com/documents/Publikationen/Werkstoffdatenblaetter/FerroTitanit/ferro_titanit_en.pdf
I do not know how they actually produce it though. An interesting aspect, beside the extreme hardness and abrasion resistance (and horrible machinability) is that the TiC-particles are round. This is something i´ve always thought of as important for decent toughness. Out of the three high hardness carbides in steel: VC, TiC and W2C, the vanadiumcarbide is the only one that forms spheroidal particles quite voluntarily. TiC often forms big cubes with sharp edges even in very low concentrations (think of 316Ti) and W2C forms whatever and often goes along with embrittlement.
None the less they present pelletizer knives as an example for use of ferrotitanite, so it must be possible to make knives out of it. There is even a stainless grade! I would imagine them to be very brittle though. The bending fracture strength is relatively low, compared to good PM steels.
Yes I am aware of those MMC steel grades with TiC. I don’t see the need for such high wear resistance and poor toughness for knives but maybe they are useful for people that think S125V, 15V, and Rex 121 aren’t enough.
Hey Larin,
This was a great read, thanks for publishing this and thanks for all your efforts!
What is (roughly) the method by which you make your NioMax steel in the lab setting? I have no experience in the field of steel fabrication, but do you think it is possible to make PM steel in a lab setting? Or are the HIP pressures extremely high?
I hope one day you may be producing some next level optimized stainless super steel!
Best regards,
Johan
NioMax was produced with vacuum induction melting.
It is possible to make powder metallurgy steels in a lab setting. The HIP pressure is not the limiting factor, it is having the atomization equipment to make PM steel. Lab scale gas atomization for steel is pretty uncommon and the quotes I have gotten are very high in price. They seem to get most of their business for more expensive metals, and charge for steel at similar rates.
suggesting cheaper method : casting your steel as a rods , crushing these rods by diametrical pressing followed by ball milling to make fine powder containing very fine carbides .
instead of HIP , the powder can be cold pressed , pressure-less sintered at semi-solid temperatures followed by forging .
I read a study compared conventional M2 steel with its vanadium-free counterparts with total replacement with niobium . when the 2% vanadium in M2 steel replaced with 2% niobium the hardness slightly decreased from 66 HRc to 65 HRc but the cutting performance increased significantly . the more surperising results when the niobium increased to 3% , even when the hardness drastically decreased to ~ 60 HRc “the steel have only 0.8% carbon” the cutting performance was still increased !!
if the 4% vanadium in CPM-M4 replaced by 4-5% niobium we can easily concluded that the edge retention would greatly increased .
I think the “clogged nozzle” problem in high niobium can simply overcomed by using container-less atomization like EIGA “Electrode Induction-melting Gas Atomization” . this technique avoid using ceramic crucible which not only avoid ceramic inclusions , but also didn’t suffer from nozzle problem .
A question on the topic of what the goals should be for an ‘ultimate’ knife steel.
Logically I agree that both strength and hardness should determine what the finest obtainable cutting edge both at and behind the blade edge (and thus cutting performance by some measure ) but since this is also dependent on the use of the knife and materials being cut I’ve never really seen anything delving very far into just what combination is ideal.
If some suitable and repeatable test media could be created to operate in the fashion of a catra test, ( perhaps with less abrasive material and something tougher added (plastic fibers perhaps or soft metal wires? )
With the intent being to look for the angle at which the edge is cracking away instead of rolling or abrading. It would be a lot of potential test runs but a good procedure would help. I’d imagine starting with samples of something like aeb-l tempered across a wide range of hardness vs strength all sharpened to a fine angle. They’d all get subjected to the same use, inspected and then reground to new angles to determine the ‘best’ angle for each hardness (independent on actual cutting performance, sine we do have a good idea of how important edge angle is there).
Based on the success of quite brittle steels in the marketplace I’d have to think that the lowest possible edge angles might be able to be very low indeed with extra hard steels. Then again it may also be that as angles decrease the stress on the edge increases so fast that differences between tempers and materials are not that significant until the strength gets way up to the level of stuff like L6.
My suspicion is that plotting toughness on a log scale in your toughness vs hardness charts might actually better communicate the relevance of toughness.
It’s likly the Japanese worked this out long ago as they certainly have much experience with very fine hard edges but one wonders if modern steels could show an improvement at higher hardness ( though lower hardness and higher wear and corrosion resistance does seem to be the realistic direction to go for most users not interested in resharpening at least once a day)
I don’t know if a specialized test media on CATRA would test for what you want it to. Better would be to be able to adjust the amount of force applied and find where deformation/dulling/chipping occurs. In the end in terms of steel the behavior would still be controlled by strength (hardness) and chipping resistance (toughness) so the tests would become very specific. In other words, the exact amount of force an edge can take for a given edge geometry for a given heat treatment for a given steel. But then you would still have to figure out what the amount of force translates to for different uses. Perhaps the closest thing to what you have described is Roman’s “edge stability” test which appears to primarily test for strength/hardness. Impact testing of edges has somewhat different behavior that is more closely related to toughness. This is all discussed in my book Knife Engineering, of course.
I’m not sure if the “success” of brittle steels in the marketplace indicates that very low angles would be possible as most of those knives have pretty obtuse edges. Regardless, applying a fixed force to an edge would act differently than impacts and both are important.
I have mentioned the possibility of log-scale plotting of toughness before, such as in the comments of this article: https://knifesteelnerds.com/2019/09/23/nitro-v-its-properties-and-how-to-heat-treat-it/
I have even plotted it that way before such as here: https://www.bladeforums.com/threads/call-for-charpy-toughness-samples.1548360/page-45#post-18991869
Curious on your thoughts of an optimally designed low-alloy steel. I’m the one that wrote the post on steel on r/chefknives, and hanging around the Japanese kitchen knife crowd, there’s a preference for ‘carbon’ steels as patina is liked as an aesthetic, and kitchen knives aren’t necessarily hard use items. As I’m interested in knifemaking, I’ve had some discussions on knife steels with users and other makers. 52100 is one that comes up, good combination of toughness and edge retention, however, another user mentioned that you didn’t really need a lot of C in a kitchen knife, as higher carbon usually means you are trading away toughness. 52100 skirts this by the addition of Cr (I believe), which makes it behave like a lower carbon steel in terms of toughness. I know you did an entire article about 52100, but I’m curious to know if you were designing a low-alloy steel for kitchen knives, what would it look like in terms of composition?
I agree 52100 is a very good low alloy steel. It is my recommendation for “balanced” low alloy steel. As you said it does very well for combination of toughness and wear resistance through its chromium addition, giving the steel some more carbide for the amount of carbon (wear resistance) and ensuring that the carbon in solution isn’t too high so that good toughness is achieved with a range of heat treatments. The downsides are that it is somewhat more difficult to forge than some other low alloy steels. And while it is not a true oil hardening steel it isn’t a great choice for an exciting hamon. However, I think its level of hardenability is pretty good in general as it works with both the common Parks 50 and the somewhat slower AAA oil which are both popular with knifemakers. The chromium addition also increases the hardness of the cementite (iron carbide) somewhat leading to a bit higher wear resistance contribution from those carbides which is also good.
I also like that the tungsten-alloyed steels like Blue Super, 1.2562, V-Toku 1, etc have enhanced edge retention from the hard tungsten carbides. However, they all seem to have very high carbon along with it, which as you noted leads to lower toughness. I think some kind of 52100/Blue Super hybrid would be good. Keep the carbon in solution at medium levels for a good combination of high toughness and hardness. Medium hardenability from the high chromium but relatively low manganese. Chromium to boost the cementite content and hardness of cementite. Then a combination of tungsten and vanadium alloying for some hard tungsten and vanadium carbides. Try to keep the tungsten/vanadium at reasonable levels where forgeability wouldn’t be reduced excessively. I’m not sure if such a steel would ever happen, as the Crucible-designed CruForgeV was considered a failure. Bladesmiths often stick with “traditional” steels, they don’t like spending money on steel, and don’t like steels that are more difficult to finish (as happens with significant amounts of tungsten and/or vanadium). Maybe someday.
Hey Larrin- I figured this would be a good spot to ask. Will you do an article on Vancron Superclean? I’d imagine it fits in the category of steels of the future. Thanks, Alex
Probably. Eventually.