My new book, Knife Engineering: Steel, Heat Treating, and Geometry was released last week. The reviews have been coming in and the feedback is very positive so far. Go get one! And make sure you leave a review on Amazon. Also, Australian readers are now telling me it is possible to buy the book now from Amazon USA. So if you had issues ordering in the past give it another try. But do not order from Amazon Australia, see my article to learn why.
Thanks to Adrian Hosseini, Jimmie Duncan, Michael Doyle, Dwight Brown, Yuval Peleg, Dan Eastland, Emiro Uribe, Tim Chen, and Adam Gonzalez for becoming Knife Steel Nerds Patreon supporters! I forgot to mention in my last article that there is a new Patreon-exclusive article about newly announced steel from Artisan Cutlery: AR-RPM9. There is almost no information announced about it, not even a composition, but I did analyze what they have given us.
History of CPM-10V Steel
In the 1930’s it was discovered that high vanadium steels could be developed if an increase in carbon was made at the same time. High vanadium steels had very high wear resistance, making them attractive for certain applications. Vanadium carbides are among the hardest carbides which makes it contribute very strongly to wear resistance. This led to high speed steels M4 with 4% vanadium and T15 with 5% vanadium. These steels were developed by James P. Gill of VASCO as described in this article.

With any higher than about 4-5% vanadium, the steels would have very poor toughness; so poor, in fact, that the steel couldn’t be produced because it would crack during forging. Vanadium is a very “strong” carbide former meaning it has a very strong tendency to form carbides. The more vanadium is added the higher the temperature where the carbides form. At sufficiently high temperature the carbides form in the liquid steel where they can grow very rapidly. The large carbides in the final product lead to poor toughness.
Around 1951, David J. Giles of Latrobe steel developed D7 and A7 steels, which also had 4-5% vanadium for high wear resistance. These steels were developed for “cold work” as opposed to M4 and T15 which are “high speed” steels designed to operate at higher temperatures that are generated during machining. A7 was essentially a modified version of A2 steel but with higher vanadium and carbon.

Around 1970, Crucible introduced industrial-scale powder metallurgy steel production. Powder metallurgy is a technology developed for maintaining a fine carbide structure even when a large content of alloy additions are made. It was soon discovered by Crucible metallurgists that much higher alloy steels were possible with PM, particularly high vanadium steels. They produced a range of standard high speed steels with PM, and discovered that the vanadium carbides were smaller than the molybdenum/tungsten carbides, a reverse from conventional steels where large vanadium carbides often caused issues with forging and grindability. To their surprise, M4 went from being one of the lowest toughness high speed steels to the highest toughness of all after being produced with powder metallurgy, even when the other high speed steels are produced with PM.
Walter Haswell and August Kasak of Crucible patented CPM-10V using this technology in 1978. 10V was developed to have a very high vanadium content for high wear resistance, higher vanadium (~10%) than was possible with conventional processing. Walter Haswell had previously worked at Latrobe (like David Giles who developed A7) and had been involved with the development of high vanadium and high wear resistance steels [1]. That previous knowledge from high wear resistance Latrobe steels likely helped with the development of 10V. 10V looks quite similar to Latrobe A7 except with an increased vanadium content.
![]()
Development of 10V
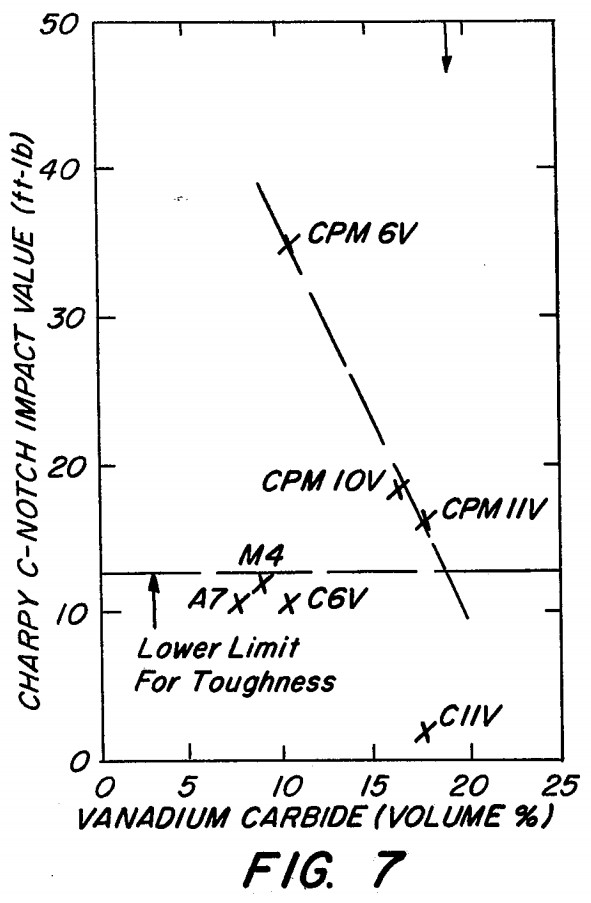
The patent [2] lays out the process of developing 10V relatively well. The goal was to maximize vanadium carbide content for high wear resistance without having so much carbide that toughness is low. The harder the carbides, the higher the level of wear resistance for a given amount of carbide. So a steel with hard 15% vanadium carbide has higher wear resistance than a steel with softer 15% chromium carbides. However, the toughness of those steels would be relatively similar assuming the carbide size is also similar. 10V was one of the first steels to be designed to avoid all other carbide types and to be made up of vanadium carbide only. This means that 10V could have a balance of toughness and wear resistance exceeding previously available steels due to the powder metallurgy technology which maintains a small carbide size with high vanadium additions, and a design that leads to only vanadium carbides in the heat treated steel.
They looked at a range of different vanadium contents and found that above around 10% vanadium, the carbide size would be increased, reducing grindability and toughness. With not much more than 10%, the toughness would be reduced to the same level or lower as conventional (non-PM) 4-5% vanadium steels like M4 and A7 which would make 10V less desirable.
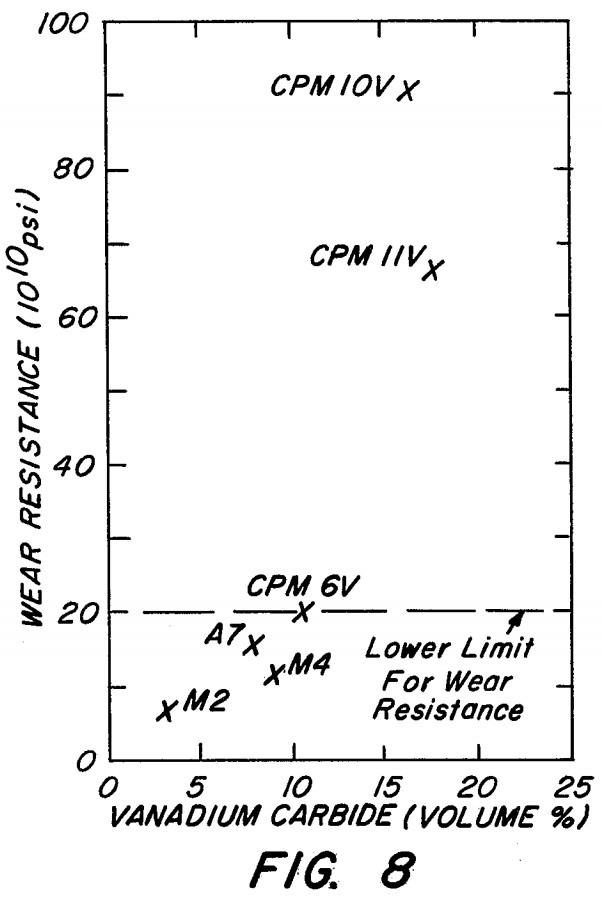
They also found that 11V would have reduced wear resistance relative to 10V because of larger carbides in certain tests. This was as measured in a “crossed-cylinder wear test,” a type of adhesive wear test not particularly relevant to knives, but this was further confirmation to the Crucible metallurgists that 10% vanadium was the reasonable limit (higher is better in the chart below).
Why do we have 15V now?
Based on the above you may wonder why Crucible now makes CPM-15V as that material would be expected to have large carbides and poor properties. Crucible metallurgists later developed modified processing parameters [3] during powder metallurgy production, primarily a higher melting temperature. The higher melting temperature means that the vanadium carbides do not form in the melt, maintaining a small size during the atomization process. This allowed a further increase in vanadium beyond 10%.
Properties of 10V Steel
Microstructure
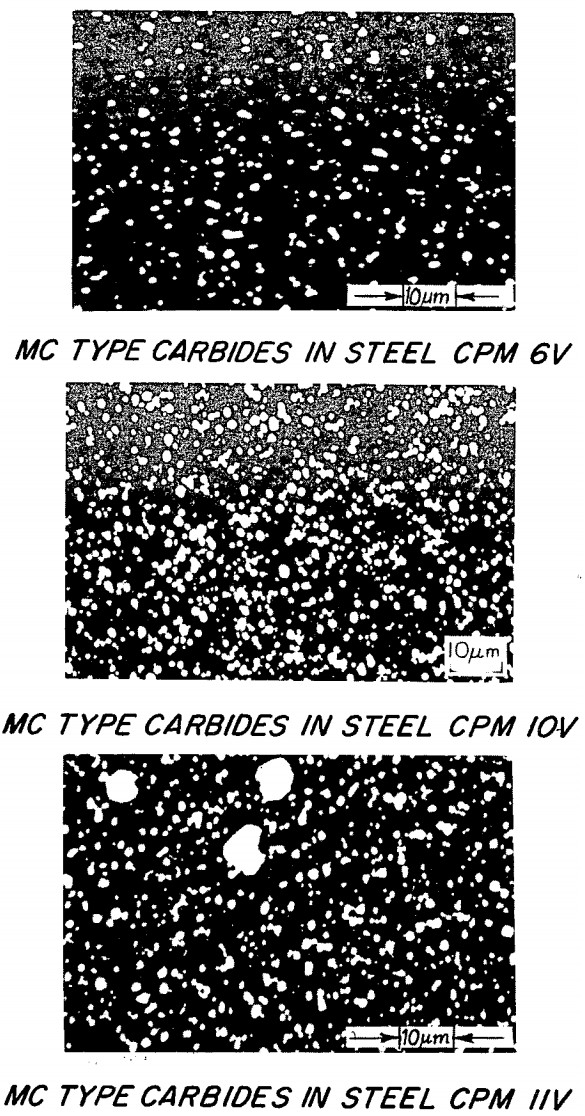
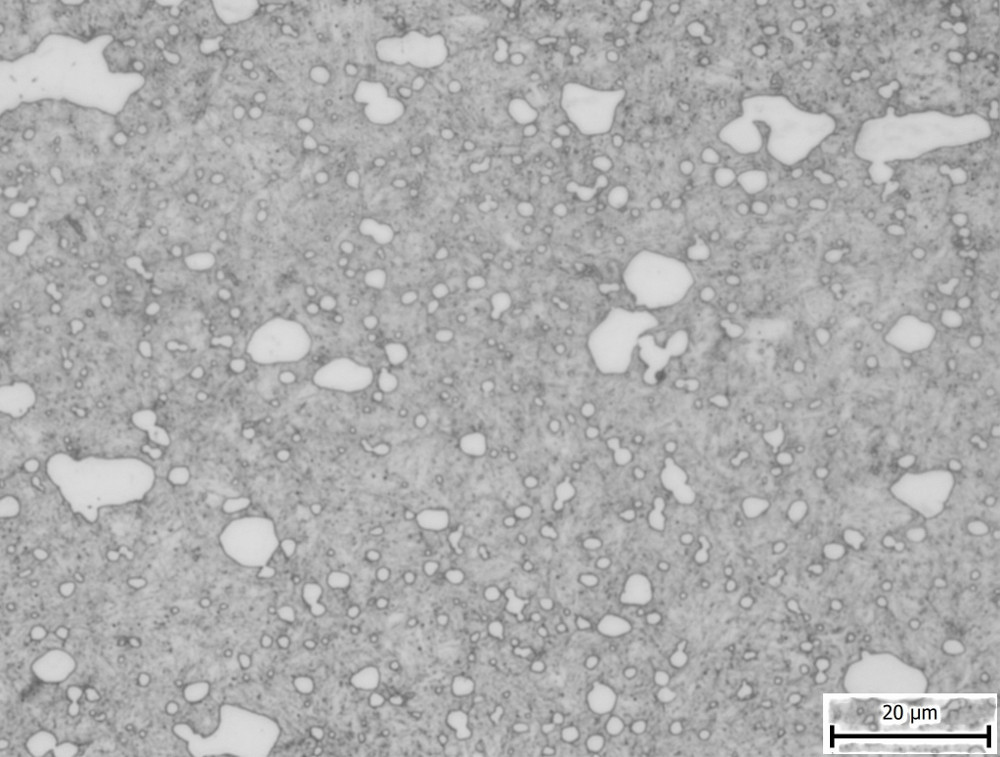
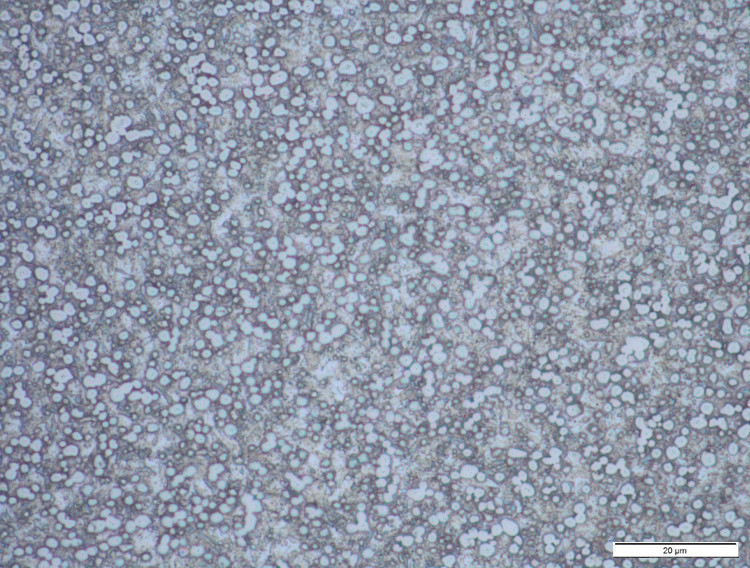
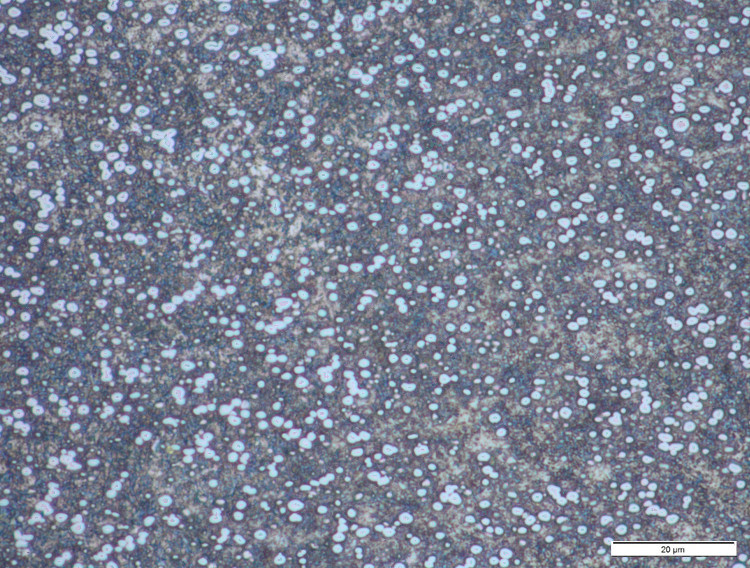
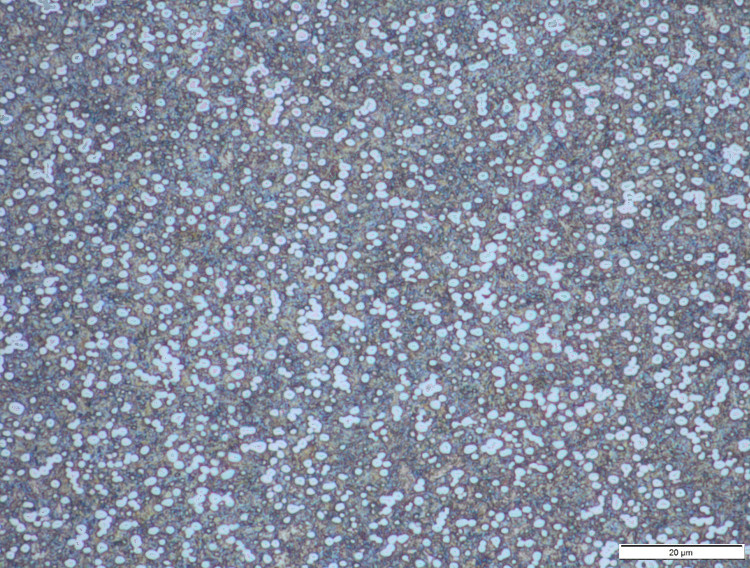
10V has about 16-18% vanadium carbide in its heat treated state. This is a similar volume of carbide to many popular stainless knife steels. Vanadium carbides are typically smaller than chromium carbides in powder metallurgy steels. For example, I have micrographs below for both 10V (16% vanadium carbide) and CPM-154 (16% chromium carbide). Of course the carbide size of either is significantly smaller than conventional steels like 154CM. A steel with less vanadium like CPM-4V has less carbide volume (~8%) and somewhat smaller carbides. CPM-15V has more carbide volume (~23%) and somewhat larger carbides. Compare with more steels in this collection of micrographs.
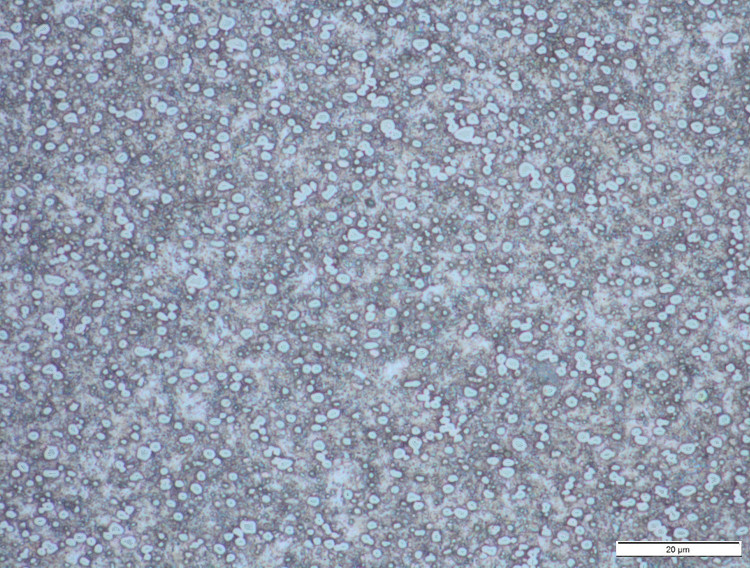
10V = 16% vanadium carbide
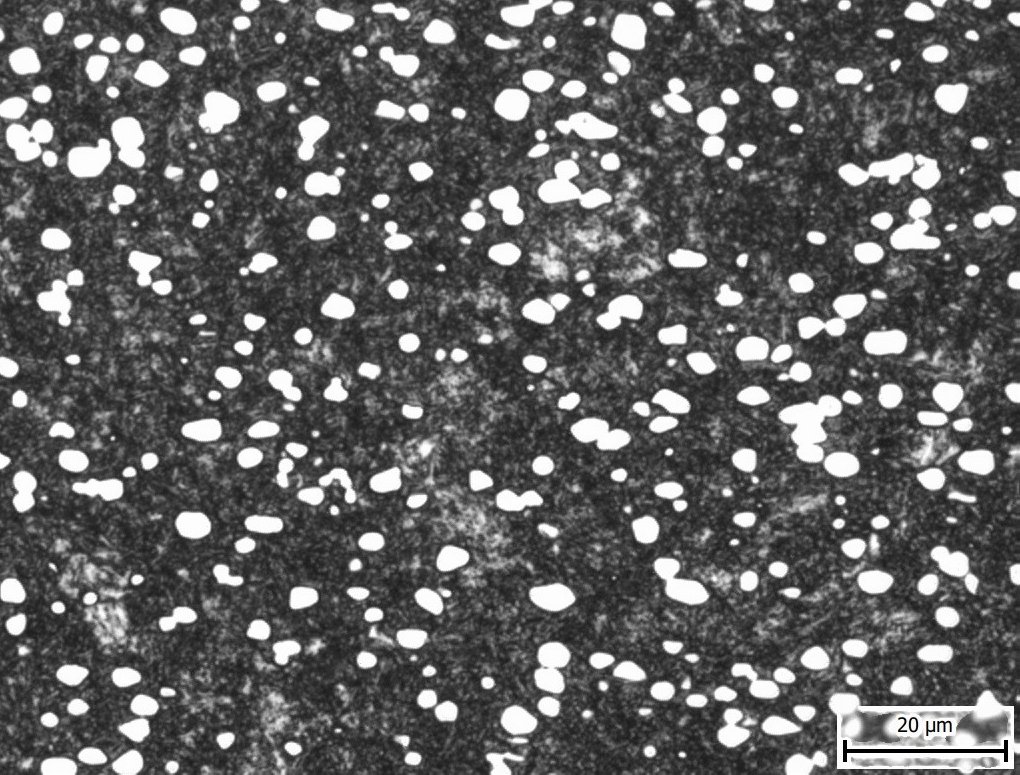
CPM-154 = 16% chromium carbide
154CM = 16% chromium carbide
CPM-4V – 8% vanadium carbide
15V – 23% vanadium carbide
Wear Resistance and Edge Retention
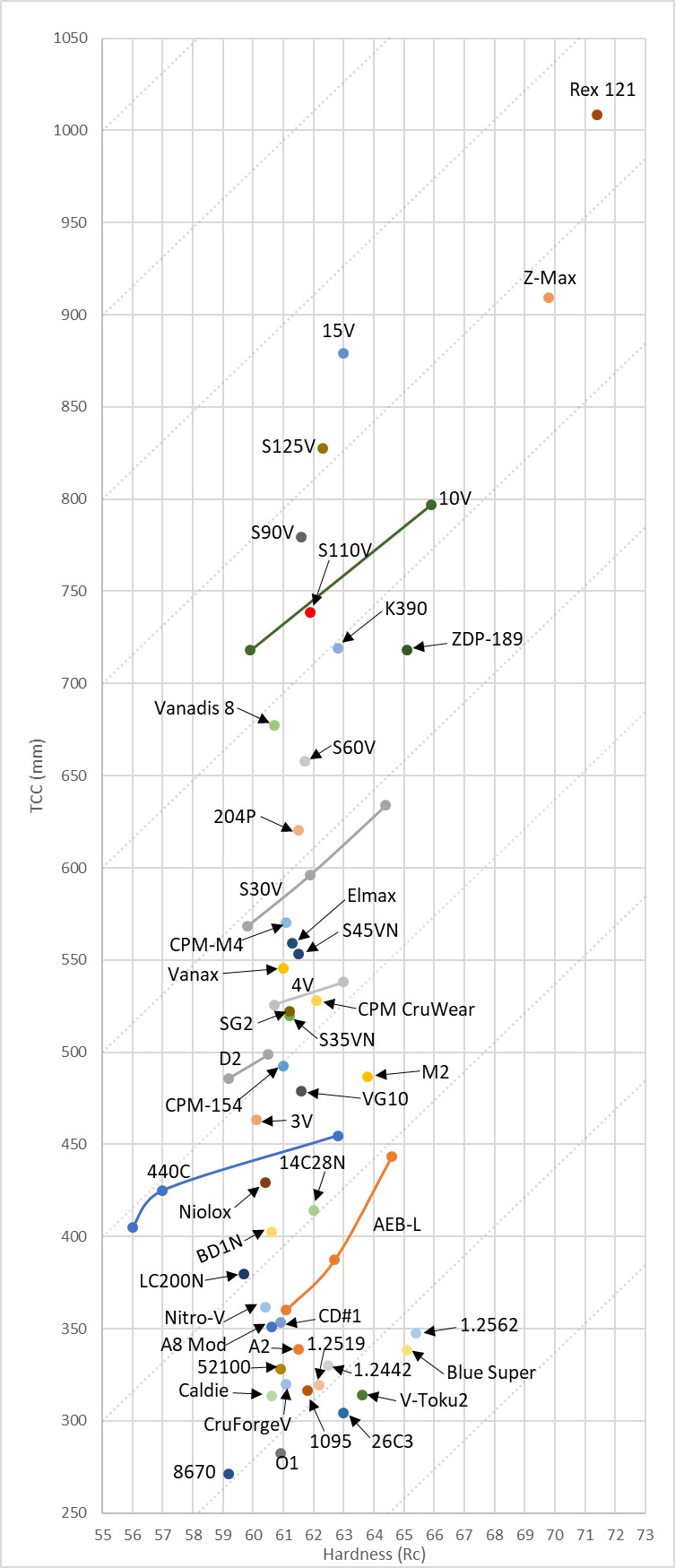
With its high vanadium content and vanadium carbide, the main benefit of 10V is its high wear resistance. In our CATRA testing of various steels with the same edge geometry, 10V scored very high. Higher than most common knife steels like 440C, 154CM, S30V, M390, Elmax, etc. And it was below only very high wear resistance steels like S125V, 15V, Z-Max, and Rex 121. 10V has enough edge retention for most knife applications.
Toughness
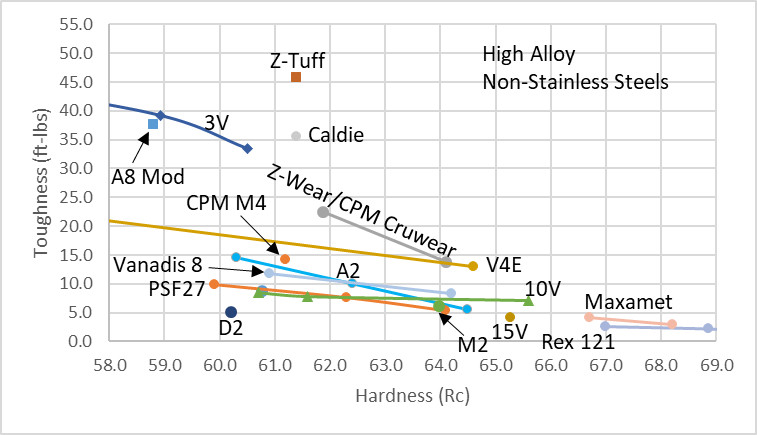
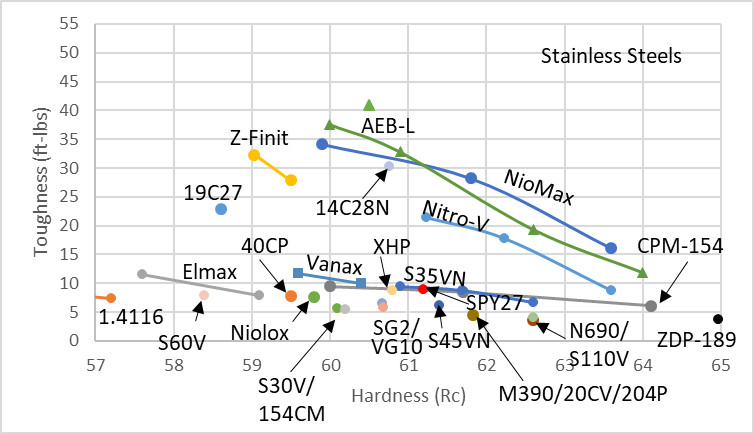
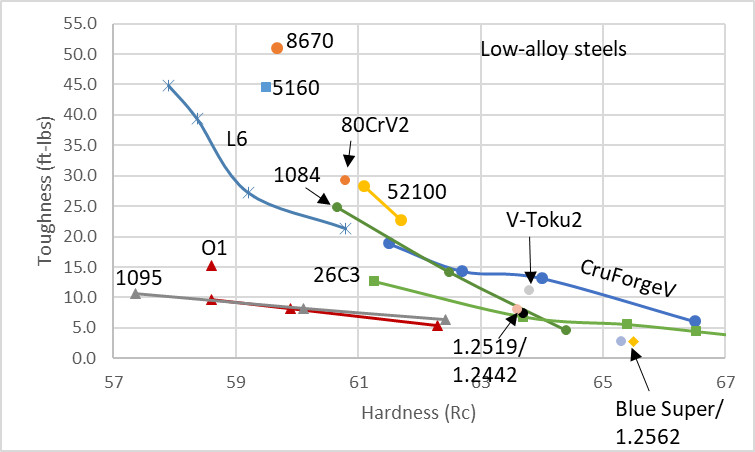
Toughness values come from our own tests using subsize unnotched chapy specimens. 10V has a similar carbide volume to popular stainless steels like CPM-154 and S30V. However, having vanadium carbides, the structure is a bit finer than stainless steels as shown in the micrographs above. This gives 10V similar toughness to stainless steels S35VN and CPM-154 but with significantly higher edge retention. And it has better toughness than steels like M390 and S110V. 10V also maintains its toughness relatively well at high hardness; the behavior is relatively flat in the chart below (green triangles).
Grindability, Polishability, Sharpenability, and Corrosion Resistance
The high wear resistance of 10V makes it relatively difficult to grind, though the fine carbide size does help to some extent. In polishing with common abrasives (aluminum oxide), polishing is challenging due to the vanadium carbides being harder than the abrasive, which affects material removal to the greatest extent when the abrasive is smaller than the carbides. This also affects sharpening for the same reasons. Sharpening 10V is easier with harder abrasives like CBN and diamond.
Corrosion resistance of 10V is similar to other high alloy steel steels. The 5.25% Cr and 1.3% Mo provides it enhanced corrosion resistance compared to simple carbon steels but is not a stainless steel.
Legacy of 10V
10V was very successful for Crucible because of its excellent properties including higher wear resistance than previously available steels. This opened up a new category of product for tool steels. 10V had somewhat better toughness than the common die steel D2 while also having a significant boost in wear resistance. So 10V could be a drop-in replacement for D2 with longer life. It was also promoted as an alternative to high wear resistance materials with poor toughness like tungsten carbide in cold work tooling applications. The general design philosophy of 10V also continued with many future steels. The approach of having all vanadium carbide in powder metallurgy steel (as opposed to a combination of carbide types) continued with later grades by both Crucible and competitors like CPM-3V, Vanadis 4 Extra, and 15V.
AISI Standard Designations and A11
CPM-10V was assigned the standard grade name of AISI A11. This was one of the last tool steels given an AISI designation, as AISI discontinued the publication of their Product Manuals in 1981. Bizarrely, A11 does not appear in the list of compositions in the most recent Tool Steels Product Manual, but then does show up in the “Data Sheets” section later in the book where forging, hardening, tempering and other temperatures can be found. A11 is also nowhere to be found in the ASTM specifications for tool steels. And while the rights to the AISI Product Manuals were turned over to the Iron & Steel Society in 1986, they have not added any steels. The last edition of the Tool Steels Product Manual was in 2000. In 2004, the Iron & Steel Society (ISS) and the Association of Iron and Steel Engineers (AISE) consolidated to form the Association for Iron & Steel Technology (AIST). There have been Steel Product Manuals since, such as for stainless steels (2008) or bar steels (2010), but after 20 years of no new edition on Tool Steels and no steel additions for ~40 years it seems the time of new standard designations for tool steels is long over.
Competing Products
With the success of 10V there were of course competing products. Copies were produced by various companies including Carpenter Micro-Melt A11, Dorrenberg PMD10, Erasteel ASP2011, Latrobe DuraTech A11, and Zapp Z-A11. As far as I can tell none of these appeared on the market until after the 10V patent expired (1998) though perhaps some were made earlier under license.
Uddeholm developed Vanadis 10 in the late 80s [4]; they avoided the 10V patent by using increased chromium of 8%. This puts the steel in a bit different category, read about 8% chromium steels in this article. The high chromium meant that some chromium carbides were in the heat treated steel, reducing properties. Uddeholm eventually released Vanadis 8 in 2016 [5] as an improved version with reduced Cr and higher Mo. Bohler released K390 around 2004 [6], which modified 10V to have higher Mo plus W and Co additions. Both Vanadis 8 and K390 have improved “secondary hardening” from higher Mo/W meaning they reach higher hardness when tempered in the 1000-1050°F range. Steel companies often like to recommend these high tempering temperatures because it gives the tool some resistance to softening at high temperature, reduces retained austenite without a cryo treatment, and provides greater “dimensional stability” so that size changes do not occur during use.

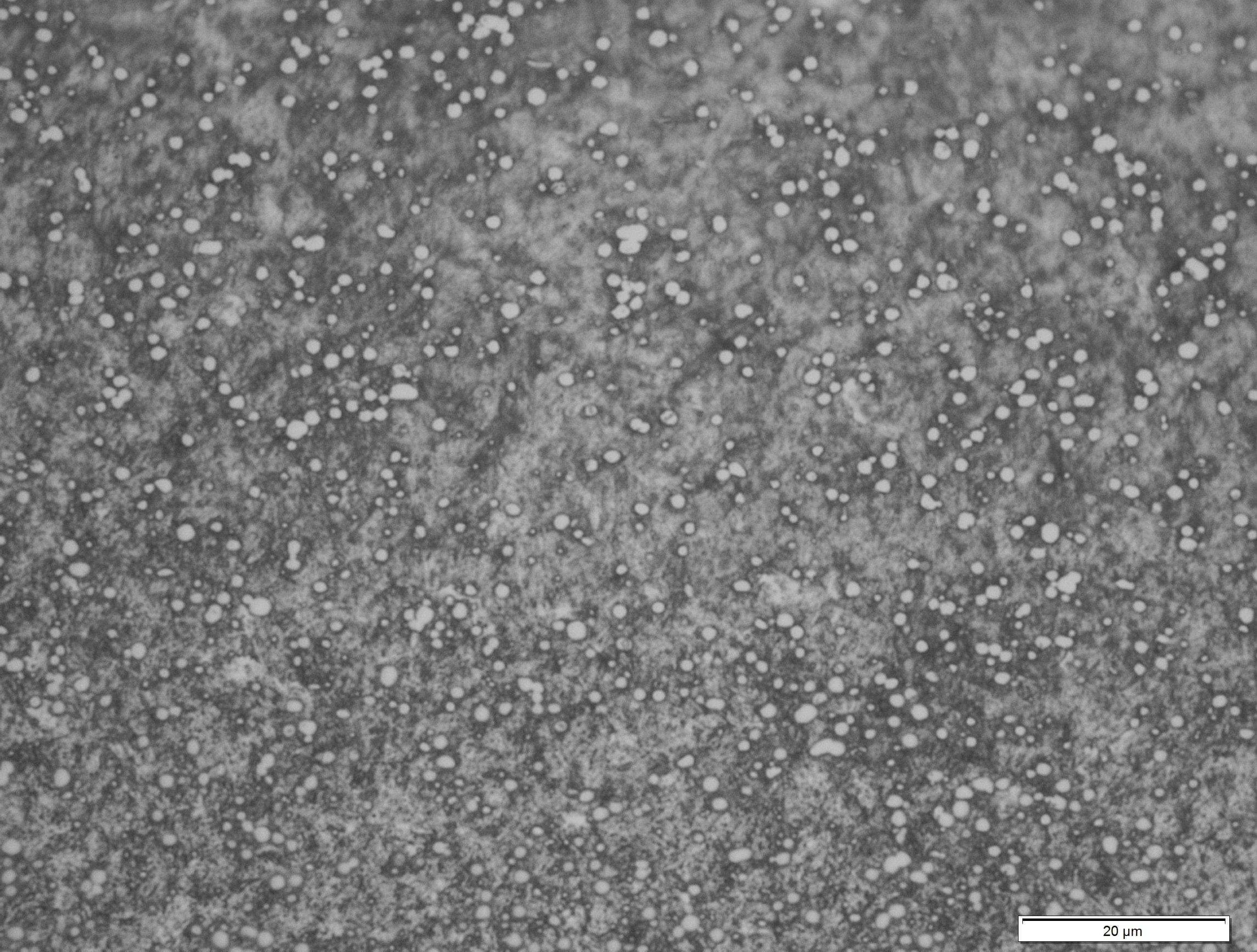
Both Bohler and Uddeholm also promote enhanced toughness of their versions, with Bohler claiming a modest 25% better toughness than 10V, and Uddeholm claiming a more significant 4x improvement, at least in the transverse direction. Uddeholm in the patent states that they do not know why the Vanadis 8 has better toughness, “but it would appear that the low Si-content in combination with a high Mo-content improve the strength of the grain boundaries.” I am not sure where they are getting that from but I did find a relatively significant improvement in toughness with Vanadis 8 in my toughness testing shown in the “Properties of 10V” section. Vanadis 8 was found to have a bit lower carbide volume when looking at its microstructure which could help explain improved toughness. K390, however, has a very similar looking microstructure to 10V. Both K390 and Vanadis 8 did have slightly less edge retention than 10V, however. Both Vanadis 8 and K390 have reduced vanadium compared with 10V so this is perhaps expected. The K390 datasheet shows it having slightly less wear resistance than 10V. The Vanadis 8 patent and datasheet do not make any direct comparisons but their own calculations showed reduced vanadium carbide so a small reduction in wear resistance would be likely.
Vanadis 8
K390
Use of 10V in Knives
Ralph Turnbull was making knives in CPM-10V by 1983 according to Knives Annual 1984. So it was being used by at least one knifemaker pretty shortly after it was released. I talked to my friend Phil Wilson about use of 10V since he is known as one of the early knifemakers to use it. I interviewed Phil in this article. He said that he spoke to Bob Loveless in the mid- to late-80s about 10V and Loveless said he liked 10V very much for its high edge retention but didn’t use it regularly because it wasn’t stainless. Loveless was known for being interested in different steels, most famously for popularizing 154CM as a knife steel. Phil has used 10V about as much as any custom knifemaker, as well as Bohler’s K294 and K390. You can read more about Phil’s perspective on 10V in his article about it. The steel hasn’t seen that much use in knives, perhaps because of its very high wear resistance (difficult to grind and finish for makers) and not being a stainless. I think also some have assumed 10V has poor toughness because of the very high wear resistance even though it matches the toughness of popular stainless PM steels. 10V has not seen much use in production knives, nor any of the variants like Vanadis 10 or K390. Spyderco has released a few knives in 10V and K390, however.
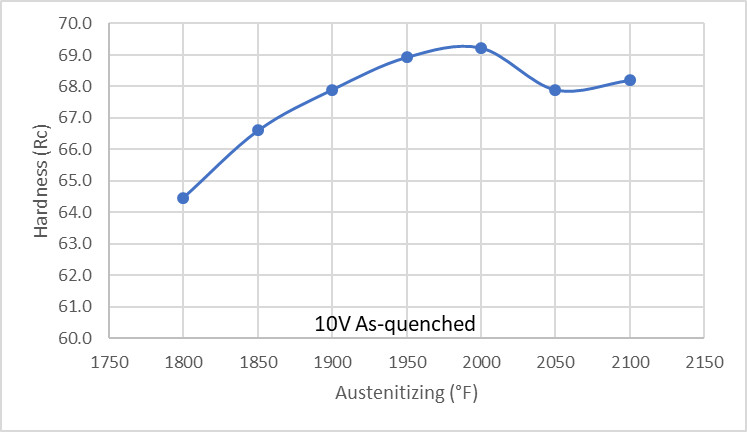
How to Heat Treat 10V
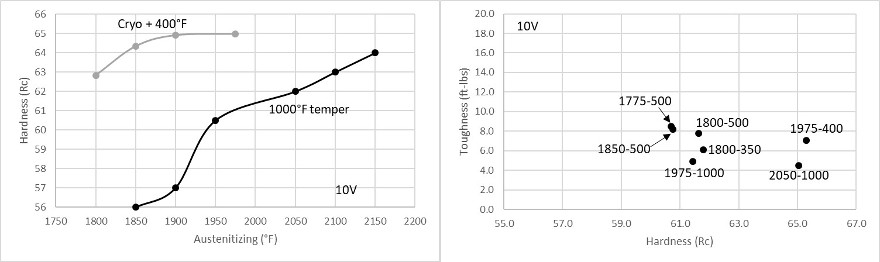
10V can be heat treated to very high hardness levels “as-quenched,” and hardness is likely roughly the same with a 300°F temper. This provides the steel some flexibility as it can be heat treated to a bit lower hardness for higher toughness or high hardness for extreme cutting knives. The values below used a 30 minute austenitize, plate quench, and cryo treatment in liquid nitrogen.
The relatively low molybdenum content in 10V means that hardness values are significantly lower when using high temperature tempering (~1000-1050°) when compared with low temperature tempering (300-500°F). Read this article for more on tempering. High temperature tempering is often preferred in datasheets because retained austenite is greatly reduced without using cryo, and because it gives the steel better tempering resistance during machining and other operations. However, with 10V the low temper allows a reduced austenitizing temperature where there is less grain growth and lower carbon in solution for better toughness, see this article on austenitizing for more information. When using low temperature tempering, austenitizing temperature should be restricted to no higher than 1950°F, and somewhat lower without cryo.
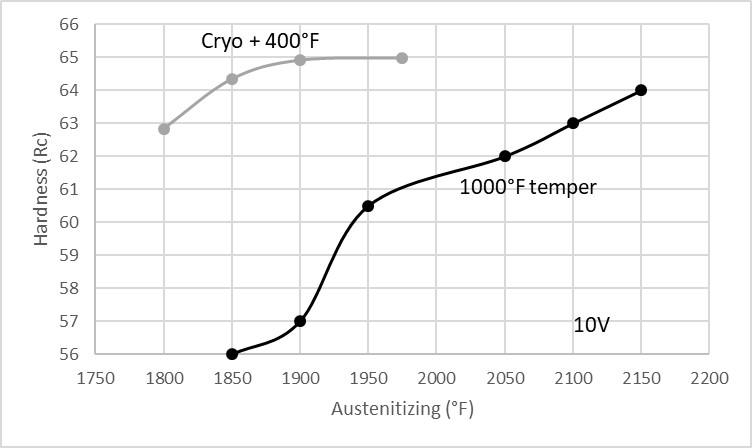
Cryo+400 hardness as measured by me, 1000°F temper from the 10V datasheet
We tested a series of unnotched subsize charpy specimens using steel donated by Alpha Knife Supply and Niagara Specialty Metals. The specimens were heat treated by myself and Warren Krywko. And machined by myself and Matt Gregory. These specimens were austenitized for 30 minutes, plate quenched, given a cryo treatment in liquid nitrogen, and then tempered twice.
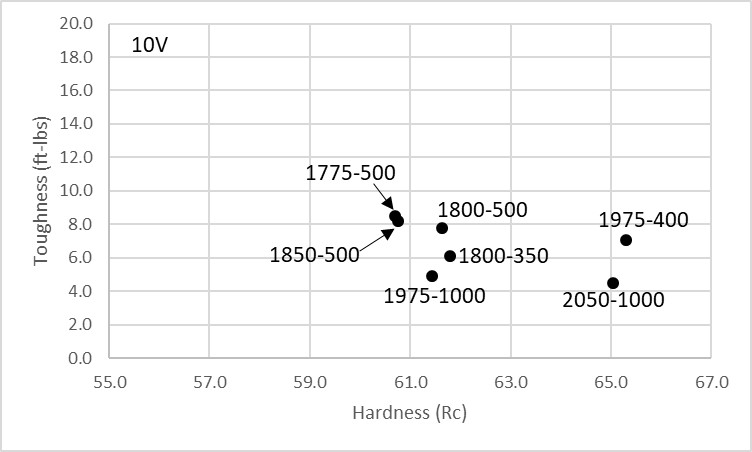
Using 1775-1850°F austenitizing along with a 500°F temper, 60-62 Rc was achieved along with good toughness of about 8 ft-lbs. This was the heat treatment used in the 60 Rc condition in the large CATRA study. Using 1975 and 400°F delivers 65+ Rc while providing an increase in strength and edge retention, with only a small decrease in toughness. This heat treatment was also tested in the CATRA study and had very good edge retention. The two 1000°F tempered conditions tested, however, had reduced toughness. This is a similar finding to testing with CPM-CruWear.
Summary
10V was an evolution of previous 4-5% vanadium steels. The development of powder metallurgy technology allowed an increase in vanadium content without a reduction in toughness, providing an excellent combination of toughness and wear resistance. 10V has excellent edge retention due to its high wear resistance, though grinding and polishing can be challenging with the hard vanadium carbides. Toughness is similar or better than many popular powder metallurgy stainless knife steels. 10V is not a stainless steel, though it has somewhat better corrosion resistance than simple carbon steels. Heat treating with a low temper (400-500°F) led to a better combination of hardness and toughness than a high temper (1000°F). Using 1775-1850°F and 500°F leads to 60-62 Rc and decent toughness, 1975°F and 400°F leads to 65+ Rc for high strength and wear resistance with only a small reduction in toughness.
[1] Fletcher, Stewart G., and Walter T. Haswell Jr. “Abrasion resistant ferrous alloy containing chromium.” U.S. Patent 3,489,551, issued January 13, 1970.
[2] Haswell, Walter T., and August Kasak. “Powder-metallurgy steel article with high vanadium-carbide content.” U.S. Patent 4,249,945, issued February 10, 1981.
[3] Stasko, William, and Kenneth E. Pinnow. “Prealloyed high-vanadium, cold work tool steel particles and methods for producing the same.” U.S. Patent 5,238,482, issued August 24, 1993.
[4] Roberts, William, and Borje Johansson. “Tool steel.” U.S. Patent 4,863,515, issued September 5, 1989.
[5] https://patents.google.com/patent/US10472704B2/
[6] https://patents.google.com/patent/EP1382704B1/
Just purchased the book. I enjoy your blog but it will be nice to have a book to keep in the shop library (that is the drawer of my desk with the books in it) that I can reference without going to the computer. I look forward to learning and creating with the knowledge you have provided.
I read a study compared total replacement of Vanadium by Niobium in M2 high speed & they found that replacing 2% vanadium by 2% niobium although decreasing hardness from ~66 HRc to 65 HRc the Nb steel have significantly higher cutting performance .
a more surprising results when the vanadium replaced by 3% Nb the steel have even higher cutting performance although drastic decreasing in hardness to just ~60 HRc !!
the replacement of 2%V by 1%V-1%Nb combination leading to highest cutting performance about 4 times of conventional M2!! but this can easily explained by higher hardness of 67 HRc & a finer NbC particles due to lower Nb content as these steels made by conventional metallurgy .
a comparative example can seen from your edge retention test which shows a higher performance of Z-Max containing only 5% Vanadium compared to CPM-15V with 3 times vanadium content !! it seems a higher hardness makes carbides more effective for edge retention .
3%Nb steel in this study have only 0.8%C . this 3% niobium addition should consume about ~ 0.4% carbon leaving only 0.4%C for dissolving in austenite . if the carbon content of 3%Nb steel increased to 1.1%-1.3% range it expected to give the same 67 HRc hardness of 1%V-1%Nb steel with an expected drastic increasing in wear resistance especially if it is made by powder metallurgy with a fine uniform microstructure .
I have here some questions :
– Niobium carbides have just similar hardness to Vanadium carbides , they also have higher density compared to vanadium carbides which means that the 2%V steels theoretically should have higher volume fractions of MC carbides compared to 2%Nb steels . then why the 2%Nb steels have higher cutting performance & edge retention even with decreased hardness ?
– If the 10%V in CPM-10V replaced by 10%Nb or 10%Nb-1V the edge retention is expected to be increased due to replacement of Vanadium by Niobium . based in NbC stoichiometry the carbon content can be reduced to only 1.8-2% range instead of 2.45%C in CPM-10V without compromising hardness .
can decreasing Carbon content gives this steel higher toughness although increased edge retention ?
the link of the study : https://www.tandfonline.com/doi/abs/10.1179/030716980803287125
very informative. Tell me, have you ever worked with CPM 9V steel?
CPM-9V is essentially just 10V with reduced carbon and therefore reduced potential hardness. It is for applications that need high wear resistance but don’t have high strength requirements. In other words, it isn’t really optimized for knives.
I have only had one knife in 10v the Kizer sheepdog and my experience has been very good the edge retention is better than s30v and s35vn in my opinion but is difficult to sharpen thank god I don’t have to sharpen often don’t know about toughness cause I use my knives appropriately
Are there any suppliers of CPM10V in the states??
Has D7 been used in any knife blades? Seems the high Cr would give interesting properties. I’m drawn to cruwear due to its relatively high Cr for a tool steel, for example.
It has probably been used before, especially the PM version K190. The toughness is pretty low without PM. High Cr is not generally a good thing for toughness-wear resistance balance.
If cutting tools are produced, is there a more suitable metal material now? Is CPM 10V steel the best choice?