Thanks to Keith Coleman, Paul Bruno, Lotiel Vardamir, and Lennart Palkovits for becoming Knife Steel Nerds Patreon supporters!
Friction Forged Knives
The company DiamondBlade Knives produces knives with friction stir processed (FSP) edges [1]. Diamondblade Knives is a sub-company of Knives of Alaska. They use conventional D2 tool steel and process the edge so that it has hardness of around 65-69 Rc and a spine at 38-42 Rc. The knives are advertised as having a finer grain structure than powder metallurgy stainless steel and superior edge retention, toughness, and sharpness than knives tested in 12 other blade steels including S90V. And that the friction forged edge is stainless unlike conventionally processed D2. So I am going to detail the process used to produce the knives and what the properties of the steel likely are.
Friction Stir Processing
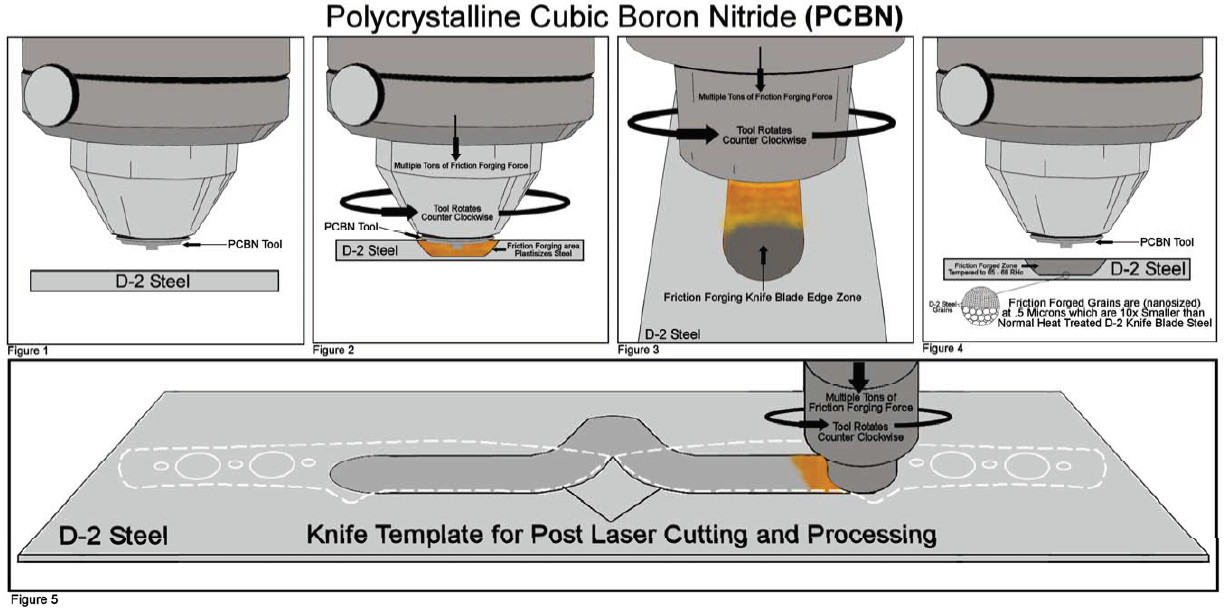
Friction stir processing was developed out of “Friction Stir Welding.” A rotating piece joins two pieces together by generating heat through friction and intermixing the two materials together. The process is designed to work without melting of the materials. A schematic and video of the process can be viewed below:
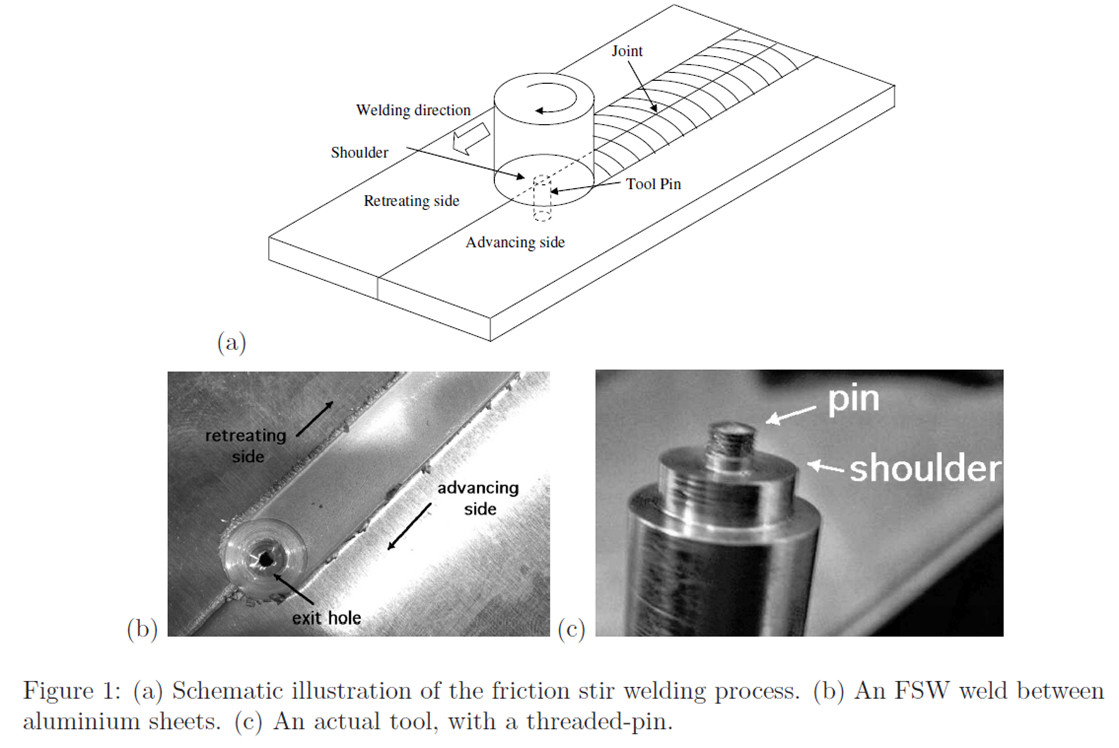
Image from [2]
In studies of this welding process it was discovered that the weld zone had a refined grain structure and improved ductility in aluminum, which led to friction stir processing. Friction stir processing is used to improve properties in a processed zone without welding anything.
When friction stir processing steel, the high heat that is generated in combination with rapid cooling leads to a process similar to hardening steel: the steel is “austenitized” and quenched to form hard martensite. The applied deformation makes some improvements to the microstructure as well as explained below.
Changes from Friction Stir Processing
Grain Size
Several sources claim a reduction in grain size in steel with FSP [3-6]. The rapid heating and cooling process leads to small grains. Grain refinement can lead to an improvement in both strength/hardness and toughness. You can read about how grain refinement improves properties here. Below I have a summary of a few of the studies that claimed grain refinement in tool steel or stainless steels:
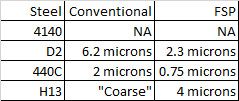
In general it looks like friction stir processing can lead to grain sizes in the low single digits. The 440C is a bit smaller than the other reports, though the conventionally processed steel was measured as only 2 microns which seems too fine so the measurement method is perhaps in question.
Carbide Structure
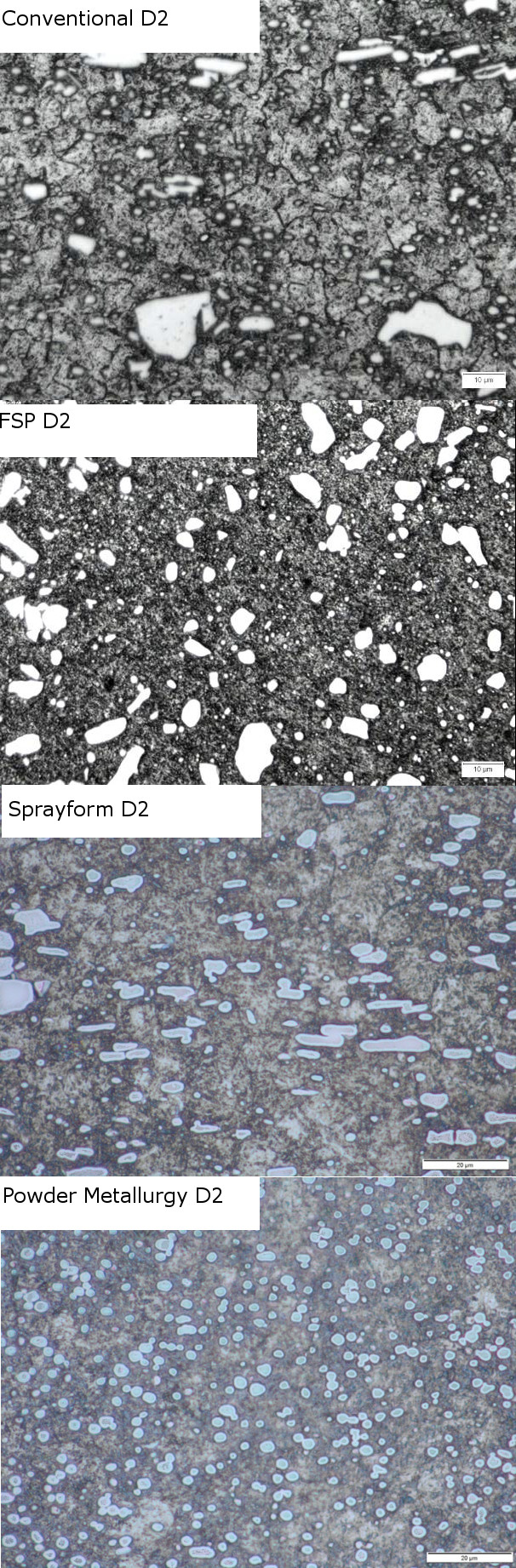
The carbides in tool steels and stainless steels have been reported to be refined somewhat by the high temperature deformation during friction stir processing. This does not change the steel from coarse carbides to super fine powder metallurgy-like structure but there is some refinement reported. Below shows conventional D2 (left) and friction stir process (right).
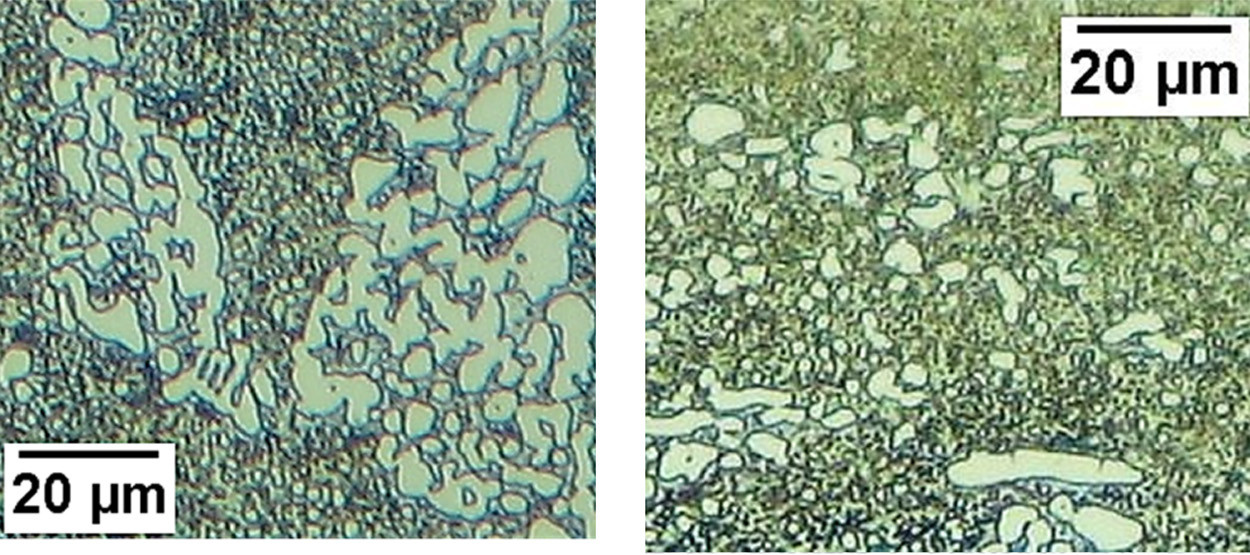
Image from [7]
Hardness
Improvements in hardness have been claimed from Friction Stir Processing relative to conventional austenitizing and quenching. In a study of 420HC [8] an average hardness of 57.5 Rc was measured which was higher than a conventionally processed comparison of 56.5 Rc. This was a comparison with only one hardening temperature with the 420 and harder is possible. The composition was 0.45C and 13.7Cr, very similar to the 420HC used by Buck Knives which is reportedly hardened to 58 Rc [9], which also includes a tempering step unlike this study.
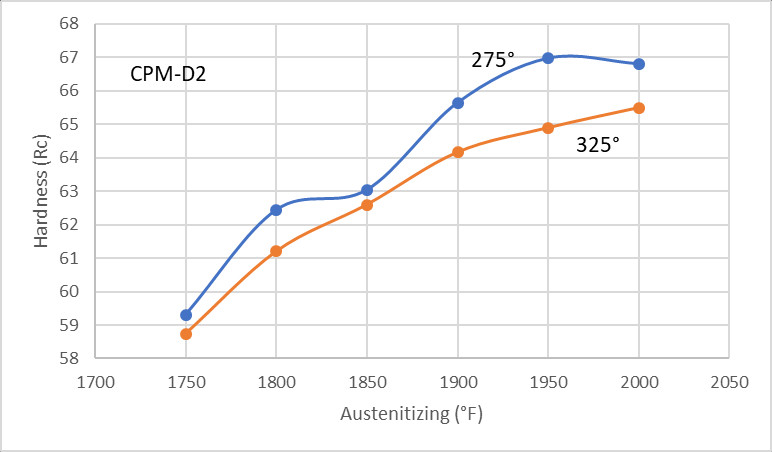
In a study of 4140 a hardness of 62 Rc was achieved compared with 61 Rc with conventional hardening and a water quench [3]. 52100 was found to harden to 62.5-70 Rc with friction stir processing [10]. No direct comparison was made to conventional processing. Friction stir processing of D2 was found to be reach 65-67 Rc [4]. This is similar to hardness measurements of D2 I have taken with different heat treatment parameters, though I used cryo after quenching.
Friction stir processing of 440C led to a max hardness of about 61.5 Rc with an average around 60 Rc [5]. This was higher than the two austenitizing temperatures used for conventional hardening (1000 and 1200°C). However, 1000°C isn’t high enough for peak hardness and 1200°C is too high because of excess retained austenite. It’s certainly possible to harden 440C to 61.5 Rc and higher with conventional hardening, especially with cryo.
It’s not completely clear if friction stir processing leads to an increase in hardness relative to what is possible with conventional hardening. The studies cited above often optimize the FSP parameters to maximize hardness and then compare against conventional hardening which is not designed with the same goal. This is similar to finding the peak austenitizing temperature for maximum hardness. In some cases it looks like hardness may reach 1-2 Rc higher than conventional processing. The proposed explanation is that the hardness increase is due to grain refinement which may be a realistic source of a small hardness increase.
Corrosion Resistance
Corrosion experiments in FSP-processed steels have revealed corrosion resistance improvements. In a study of 420HC the pitting resistance was improved from 154 mV to 176 mV when comparing FSP to conventionally processed steel [12]. In a study of 440C the pitting resistance was improved from 137 mV to 151 mV [12]. These are relatively small improvements. The improvement is reported to be from more chromium carbide dissolved. It was also reported in the 440C study that because the unprocessed region had much lower corrosion resistance that there was galvanic corrosion effect where corrosion was accelerated in the unprocessed region, but protecting the processed region.
Wear Resistance
Wear resistance improvements have been reported from friction stir processing, generally attributed to the hardness increase [8].
Retained Austenite
In some cases high amounts of retained austenite have been reported from friction stir processing. The high temperatures and deformation lead to more carbide dissolution and high carbon in solution leading to high retained austenite [10]. Read this article to learn more about retained austenite. In certain steels the friction stir processing parameters are limited by excess temperature and the resulting retained austenite.
Friction Stir Processing of Knives
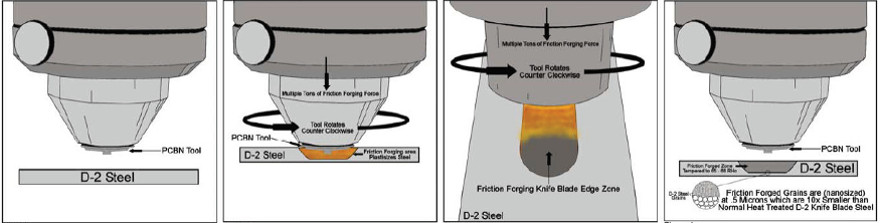
Diamondblade Knives are produced with D2 steel. They start by heat treating the overall blade to 38-42 Rc, and then friction stir process the edge. I don’t know if they perform any tempering of the steel afterward. You can learn about the process of making them in the following video and schematic:
Hardness
The resulting hardness at the edge is reported to be 65-69 Rc, though that range varies somewhat. In their FAQ they have 65-69 Rc listed but in another part they listed 65-71 Rc. Phil Wilson said he was told 66-68 Rc [13] which was shortly after the knives were released. So there has been some inconsistency and perhaps some climbing of the hardness values. Phil measured 65 Rc on the flat of the blade though a representative of Diamondblade Knives said that this was a bit away from the peak hardness region. I got 65-67 Rc with heat treatments of D2 that utilized cryo, and Diamondblade Knives is claiming a similar or even higher hardness value without using cryo. So it appears that the grain refinement from friction stir processing is leading to a hardness increase.
Carbide Structure
Diamondblade Knives has reported somewhat of a carbide refinement from FSP. I have resized micrographs of sprayform and powder metallurgy D2 as a comparison between FSP and those steelmaking technologies. Sprayform and especially powder metallurgy leads to a finer carbide structure:
Top two images are from [14]
Grain Size
Diamondblade Knives claims a grain size of 0.5 micron [14]. This is a very fine grain structure. They reportedly measured the grain size using transmission electron microscopy. They shared a micrograph of the TEM imaging but it is very high magnification so it is hard to tell what the average grain size would be. They also reported that the grain size of powder metallurgy S30V steel is 2-5 microns. A study cited in the previous grain size section found 2.3 micron grain size for FSP D2 which sounds more reasonable so I wonder if they are indeed able to get the grain size down to 0.5 microns.
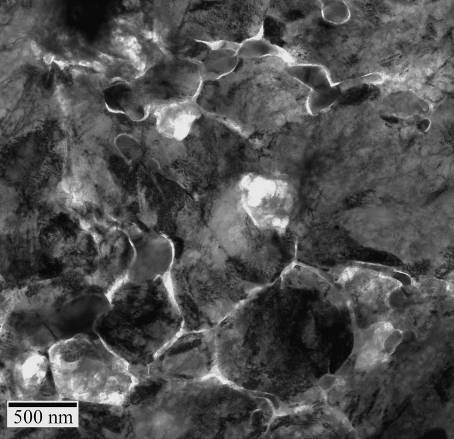
Image from [14]
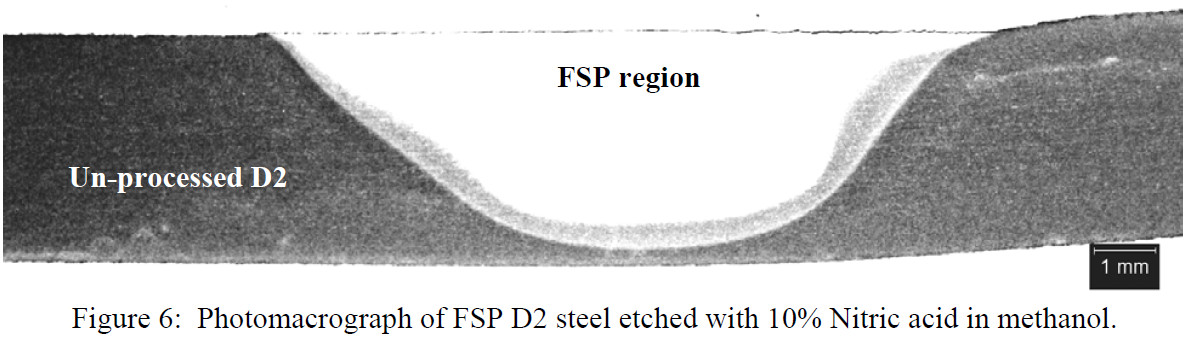
Corrosion Resistance
Corrosion resistance of the Diamondblade Knives is claimed to be superior. The experimental evidence is a nitric acid etched cross-section of D2 showing that the un-processed region etched much more than the FSP region. However, we already know that heat treatment leads to superior corrosion resistance so we would expect the un-processed region to etch more in the acid. The stark difference is probably also due to the same galvanic effect reported in the 440C study cited above; the unprocessed region corrodes at an accelerated rate and protects the processed region to some extent. Whether this would count as the processed region being “stainless” would require more evidence/experimentation. It could lead to the unprocessed portion of the blade corroding at a faster rate, however.
Toughness
The toughness of Friction Forged D2 is reported to be good, though the experimental evidence of this is somewhat limited. In the patent [15] they report tests with a “Brown Bear Cleaver” blade comparing conventional and FSP D2 blades. The patent is unclear as to how the conventional D2 blade performed in comparison. I believe they are stating that the chipping behavior was similar between the two blades. Here is a table of results from the patent after chopping different materials:
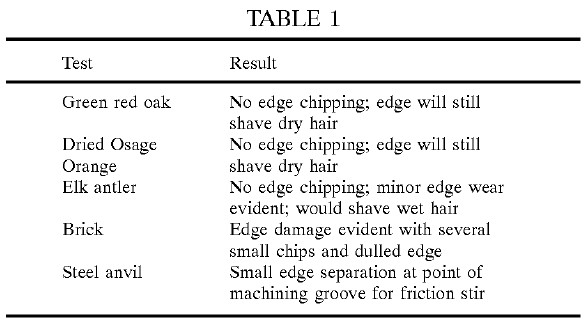
Phil Wilson reported cutting into redwood at right angles and twisting out of the cuts. He tested with a hunting knife that has a behind the edge thickness of 0.015-0.017 inches. After 10 cuts into the redwood he did not detect any chipping. Wayne Goddard reportedly [1] chopped through a 2×4 and then bent the blade 120 degrees. The bending is possible due to the relatively soft spine. This is perhaps one of the more interesting elements of the friction stir processed knives is that a differential heat treatment is possible. Differential heat treatments (soft spine, hard edge) are difficult to achieve with conventional methods on high alloy steels like D2.
It is difficult to evaluate toughness based on these types of tests. Even very brittle steel can perform relatively impressive feats if given sufficient geometry. Without quantitative toughness tests using comparisons with conventional steel and alternative steels it is very hard to say if the toughness is bad, good, or excellent. At such high hardness the toughness of D2 is not expected to be very high, and I wouldn’t think that grain refinement would significantly change that. The carbide structure and high hardness would lead to “good” at best toughness.
Edge Retention by Diamondblade Knives
Edge retention was tested by Diamondblade Knives using a CATRA tester modified to use rope rather than the standard silica-impregnated paper. I have never seen anyone use rope instead of cardstock and its use raises some questions. Perhaps the FSP D2 did no better with the cardstock leading to them looking for an alternative. It is hard to say. They claimed that, “Rope was used instead of CATRA test media because the CATRA test media was too aggressive, and not indicative of the typical use of outdoor knives.” Here are the reported results of their CATRA testing:
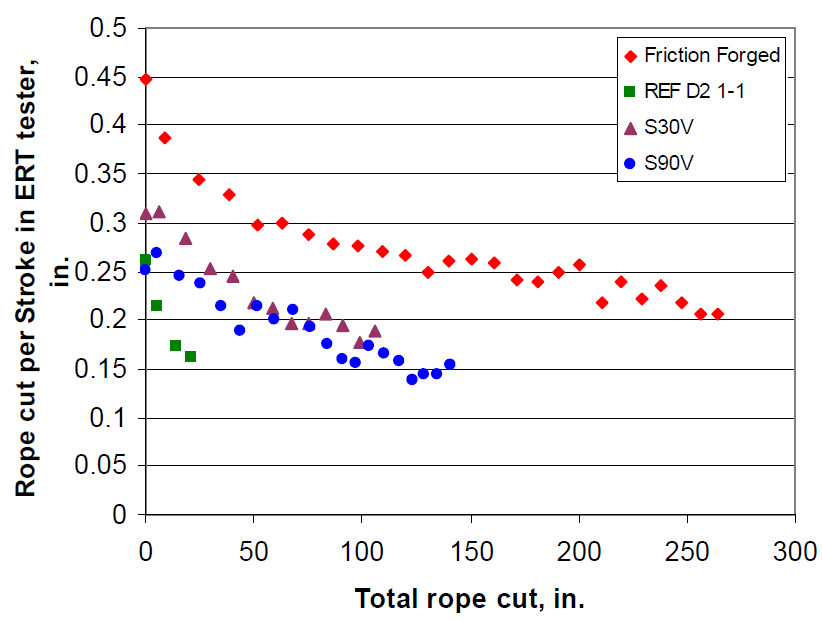
The amount of rope cut in the first cycle was significantly more with the FSP processed D2. They claim this is due to “higher initial sharpness.” However, if the initial sharpness was different between the blades that would mean they did not sharpen the knives correctly. There is no inherent advantage to FSP in terms of initial sharpness. There are a few primary possibilities for why the initial cutting was better for the “friction forged” blade:
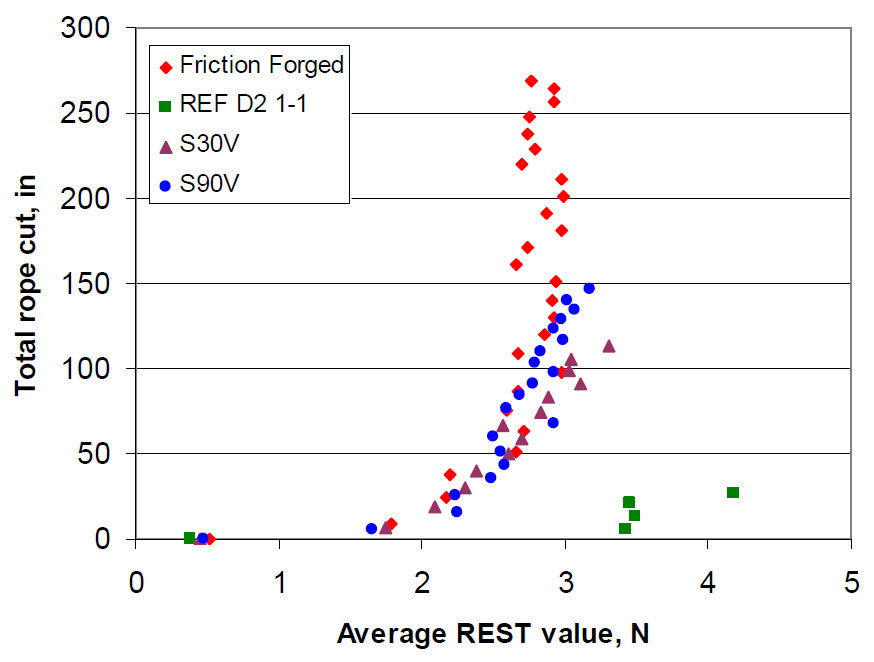
1. The sharpness was indeed better. Fortunately, they used a separate sharpness test to determine if the sharpness was different. Sharpness was nearly equal between the four knives according to the test (higher force in N means lower sharpness). In fact the friction forged blade appears to be slightly worse. So the claim of improved sharpness doesn’t make sense according to their own data:
2. Higher wear resistance of FSP D2. I reported in this article on CATRA testing that higher wear resistance steels can cut more cardstock in cut number one. The reason is because each “cut” is both a forward and backward stroke, so the first half-cut wears the edge which leads to less cutting in the second half. However, they used rope instead of cardstock which is less abrasive, which would lead to less difference resulting from this effect. And the “Friction Forged” knife is much higher than the others, so I don’t think superior wear resistance explains the difference.
3. Different edge angle. A more acute edge would lead to much better cutting behavior. The article claims that “all blades had identical edge geometry.” However, based on the resulting edge retention test this doesn’t seem likely. The higher initial cutting ability of the FSP D2 knife is suspect.
Edge Retention Testing by Others
Phil Wilson compared the edge retention of a CPM-154 and CPM-D2 knife both at 62 Rc that he made to a FSP D2 knife [13]. His custom knives were thinner behind the edge: 0.01″ compared with 0.015″. He found the FSP D2 knife to outcut his two comparison knives by about 30%. The FSP D2 is very similar to the CPM-154 and CPM-D2 in terms of level of wear resistance apart from the significantly higher hardness. The thinner edges of Phil’s knives also have an advantage. How it all balances out is difficult to predict but in this case led to superior wear resistance when slicing rope.
Cliff Stamp summarized reports of testing by different forum members on their experiences with Diamondblade Alpha [16]. However, the Alpha is a pretty small knife so I’m not sure the comparisons are worth very much. The Alpha was able to outcut a Dozier K2, however.
Edge Retention Estimates
Using a predictive equation for edge retention described in this article, I would estimate a 30% improvement in edge retention by increasing the hardness from 60 to 68 Rc in D2. However, the database used for that equation did not have many knives of high hardness so it could be that experimentally the value is somewhat different.
Conclusions and Summary
Friction Stir Processing (FSP) is a process whereby high friction is used to generate heat and to deform steel to refine the microstructure, harden the steel, and improve properties. Reported results are somewhat mixed but grain refinement, carbide refinement, and hardness improvements have been reported when compared with conventionally heat treated steel. Corrosion resistance and wear resistance improvements have also been reported. Powder metallurgy is more effective at refining carbides but grain sizes may be smaller with FSP D2. The resulting properties of the FSP D2 knives are somewhat difficult to interpret with limited data. The edge retention is reported to be superior to lower hardness D2 and CPM-154. I assume this is purely due to hardness differences but perhaps some other effect could be in play. I don’t know what to make of the CATRA testing with rope and I don’t trust the results. The peak hardness of D2 and CPM-D2 is similar (65-67 Rc) when using cryo treatments so the FSP D2 appears that it can be a point or two harder, presumably due to grain refinement. Corrosion resistance may be improved but the test reported by Diamondblade doesn’t exactly answer if this is the case. There are no quantitative toughness comparisons between FSP and conventionally hardened D2 but gross chipping and poor toughness have not been reported. The toughness is likely not particularly good, despite the grain refinement, because of the inherent properties of high hardness steels with large amounts of carbide.
[1] https://www.diamondbladeknives.com/FAQ
[2] Nandan, R., Tarasankar DebRoy, and H. K. D. H. Bhadeshia. “Recent advances in friction-stir welding–process, weldment structure and properties.” Progress in materials science 53, no. 6 (2008): 980-1023.
[3] Lorenzo-Martin, Cinta, and Oyelayo O. Ajayi. “Rapid surface hardening and enhanced tribological performance of 4140 steel by friction stir processing.” Wear 332 (2015): 962-970.
[4] Nagaoka, Toru, Hiroyuki Watanabe, Masao Fukusumi, Yusuke Kitamura, Tadashi Mizuno, Genryu Abe, Yoshiaki Morisada, and Hidetoshi Fujii. “Microstructural evaluation of friction stir processed D2 tool steel.” In Materials Science Forum, vol. 735, pp. 422-426. Trans Tech Publications Ltd, 2013.
[5] Pan, L., C. T. Kwok, and K. H. Lo. “Friction-stir processing of AISI 440C high-carbon martensitic stainless steel for improving hardness and corrosion resistance.” Journal of Materials Processing Technology 277 (2020): 116448.
[6] Chen, Y. C., and K. Nakata. “Evaluation of microstructure and mechanical properties in friction stir processed SKD61 tool steel.” Materials characterization 60, no. 12 (2009): 1471-1475.
[7] Costa, M. I., D. Verdera, M. T. Vieira, and D. M. Rodrigues. “Surface enhancement of cold work tool steels by friction stir processing with a pinless tool.” Applied surface science 296 (2014): 214-220.
[8] Dodds, S., A. H. Jones, and S. Cater. “Tribological enhancement of AISI 420 martensitic stainless steel through friction-stir processing.” Wear 302, no. 1-2 (2013): 863-877.
[9] https://www.buckknives.com/about-knives/choosing-the-right-knife/
[10] Seraj, R. A., A. Abdollah-Zadeh, M. Hajian, F. Kargar, and R. Soltanalizadeh. “Microstructural evolution and wear resistance of friction stir-processed AISI 52100 steel.” Metallurgical and materials transactions A 47, no. 7 (2016): 3564-3572.
[11] Pan, L., C. T. Kwok, and K. H. Lo. “Friction-stir processing of AISI 440C high-carbon martensitic stainless steel for improving hardness and corrosion resistance.” Journal of Materials Processing Technology 277 (2020): 116448.
[12] Pan, L., C. T. Kwok, and K. H. Lo. “Enhancement in hardness and corrosion resistance of AISI 420 martensitic stainless steel via friction stir processing.” Surface and Coatings Technology 357 (2019): 339-347.
[13] https://www.bladeforums.com/threads/friction-forged-test-blade.480424/
[14] Sorensen, Carl D., Tracy W. Nelson, Scott M. Packer, and Charles Allen. “Friction stir processing of D2 tool steel for enhanced blade performance.” In TMS Annual Meeting, pp. 409-418. 2007.
[15] Allen, Charles E., Richard A. Flak, Scott M. Packer, Russell J. Steel, and Hobie Smith. “Solid state processing of hand-held knife blades to improve blade performance.” U.S. Patent 8,186,561, issued May 29, 2012.
[16] http://www.cliffstamp.com/knives/evaluations/alpha_1.html
Hi Larrin
I read your new post about the FSP knives by DiamondBlade Knives and was thoroughly disappointed and appalled at your negative and biased opinion of a process that is tried and tested to be a significant improvement in knife performance. I expected factual evidence from you to prove your point, but none was given. What I found instead was repeated phrases like: “…so I don’t think…”, ” I believe…”, “…is probably due to…”, “So it appears…”, “…seems…”, “…perhaps”, “…doesn’t seem likely”, “I assume…”, “…is suspect”, etc. This article (and others) are largely based on your assumptions, suspicions, thermal calculations, opinions, simulations, estimates, and just plain guesses. We as knife makers, do not want your assumptions and calculations. We want real world testing and factual evidence.
I found the negative slur of this article to be very disturbing as the detrimental implications, without hard evidence, could (and maybe already have) negatively affect the businesses Of Diamond Blade Knives, Cliff Stamp and Phil Wilson. I would like to know what factual evidence led you to make this statement: “Perhaps the FSP D2 did no better with the cardstock leading to them looking for an alternative.” This statement is pure assumption (with a negative slur) as you gave no proof whatsoever that this was actually the case.
Here is another interesting statement in your article: “At such high hardness the toughness of D2 is not expected to be very high, and I wouldn’t think that grain refinement would significantly change that.” That statement has two assumptions (“is not expected to be” and “I wouldn’t think”) and a bald-faced lie. I find this interesting as I’ve heard many metallurgists make this same false statement. Could it be that the steel industry does not want knife makers, tool and die shops, machinists and fabrication shops to ever realize the importance of grain refinement as it relates to the quality and longevity of tools ?? Even the most inexperienced knife maker knows, by real world testing, that grain refinement significantly enhances and improves toughness in knife steels, yet you down-played the importance of it. You yourself even wrote an article about it, yet you deny in your article that it has much affect. . Dear Mr Thomas..I would politely suggest you go back to the institution where you got your degree and either learn the basics of metallurgy or give back your certificate of Material Science.
Furthermore I was appalled at the casual contempt you showed in your article for the many years of scientific research and the controlled testing, and the indisputable contribution that Cliff Stamp has made to the knife community. You disdainfully dismissed his “summary reports” by stating “I’m not sure the comparisons are worth very much”.
My hat is off to Phil Wilson for having the honesty and integrity to admit the FSP D2 knife “outcut his two comparison knives by about 30%” . Yet you flippantly dismissed his expertise by stating “How it all balances out is difficult to predict…” Are you kidding ?? A 30% increase in performance is hard to predict ?? Even the most casual knife user should be able to tell the difference. I don’t know Phil Wilson, have never talked to him. But if I ever meet him I will be honored to shake the hand of a true knife maker and an honest gentleman.
With all due respect Mr Thomas, you owe DiamondBlade Knives, Phil Wilson, and Cliff Stamp a public and formal apology for a negative review on a positive product that you obviously never tested yourself and have no experience with. Does it not concern you of the possible loss of business to these three parties due to the negative slur and biased undermining of a product you have never personally tested and have no experience with ?? Have you ever personally visited with DiamondBlade Knives about your doubts and concerns instead of subtly devaluing their product (without factual evidence) in the eyes of all your readers ?? I could go on with more of your statements about edge retention and corrosion resistance but there’s not room in this comment box. It is incredulous that you can make negative assumptions about the edge retention and corrosion resistance of a product that you have never tested in either department.
In the event you do not apologize..then I do here and now apologize on behalf of myself and the entire knife community to DiamondBlade Knives, Cliff Stamp, and Phil Wilson for the possible damage to their characters and or businesses this article from Larrin Thomas may have caused. I also sincerely thank each of these parties for their years of experience, expertise, and contributions they have made to the knife community.
I applaud DiamondBlade Knives for their aptitude and willingness to pursue new technology inspite of journalistic persecutions and to tap into the so far, unused potential in today’s knife steels. Experimentation and new technology should be greatly encouraged by the steel industry but sadly the industry takes great pains to devalue, discourage, demphasize, and dissuade, any attempts to pursue technological advances and discoveries.
Sincerely & Respectfully
Clay Sterling/Clay Sterling Knives
Hi Clay, I will take your criticisms in order. The first sentence in each numbered paragraph is a summary of the criticism and the rest is my response.
1) Analysis is based on assumptions and estimates rather than experiments. It is common in the scientific community to “critically analyze” published research. It is not necessarily a repudiation of the research as a whole but to point out areas that require further exploration or results that may appear to provide evidence of one thing but could be showing another, etc. In many cases it leads to experimentation, either on the part of the original researchers or from the person offering criticism. I must use statements such as “I believe” or “perhaps” because I must not speak definitively without repeating all of the experiments, something that is expensive and time consuming as I’m sure you know.
2) I cannot know that high hardness steel is low in toughness. Thus far all published numbers on very high hardness steel show relatively low toughness. Therefore I can speak with confidence that this is a consistent property of metals, even with grain refinement. Accepting otherwise would require much greater evidence than has been provided.
3) I dismissed the results of testing by Cliff Stamp. I am surprised at this summary of what I wrote regarding the knife that Cliff passed around for testing. The conclusion that the knife was very small and therefore difficult to compare with the others was provided by those doing the testing. I just repeated it in the summary.
4) I dismissed the results of testing by Phil Wilson. I am also surprised at this summary since I spoke to Phil shortly before publishing this article. You also misinterpreted what I wrote about his testing. I said that Phil’s knives were thinner providing them an advantage, but were lower in hardness which was a disadvantage. Therefore predicting which will win is hard. The fact that the Diamondblade knife still outcut the others despite the thickness disadvantage is relatively impressive, which is why I pointed it out.
5) I am being overly critical of Diamondblade knives. I pointed out that the hardness was higher than expected and could be a positive indication of grain refinement. I also pointed out that the differential heat treatment is difficult to perform with other methods and is a benefit of FSP. I also carefully read all of their literature and wrote commentary on it. Anyone who reads the article may learn about a knife company they didn’t know about before. Nowhere did I say that the knives are bad or that no one should buy one. I wrote several positive things about the specialized steel processing.
This guy used super quench and didn’t know white #1 isn’t stainless, don’t worry about his criticisms.
Good evening Nope
Thank you kindly for the message.
It’s too bad that the steel industry and knife forums have totally brainwashed knife makers against the “Super Quench” formula. It is an excellent product and works very well for the simple steels. It is extremely fast, and more importantly, it’s heat extraction is very EVEN.
You ought to try it some time…who knows, you might even find out it’s a better product than Parks #50 ?? If all you have is Parks #50, it will probably get you by in a pinch…but if at all possible I would suggest “Super Quench”. (:
Take Care, hope you have a pleasant evening.
Clay Sterling
Hi Larrin
Thank you for the reply. I realize my comments were harsh but I make no apologies as the knife industry needs a harsh wake-up call if we are ever going to produce quality blades. It truly is a pity that the real world products we make and use everyday are based on assumptions and estimates. How much better would our products be if they were based on real world testing and research.
With all due respect, the over-all and underlying theme of your article was negative. No amount of justifying on your part will change that. If you gave your paper on friction forged knives to 100 people, every one of them would admit the negative aspect of the article dominated their thinking…and that is the way you designed it to be. It matters not at all that you included positive material, that was only something to fall back on, if you were confronted.
It’s interesting that grain refinement is so aggressively suppressed by the steel industry. Especially when one considers how vastly important it is. Grain refinement relates directly to toughness and toughness is the missing ingredient in most high carbon knives made today. I challenge anyone to call the metallurgists and engineers responsible for the different “melts” in the steel mills…and strike up a conversation about grain refinement in high alloy steels. I can guarantee, you will get absolutely nowhere. So what is it, that they don’t want us to know “? It’s very basic and simple. If a high degree of toughness is combined with high hardness, that tool or knife is capable of performance we never thought possible, is nearly indestructible, and will last for a very long time.
The steels Tycoons DO NOT want the tools that make the infrastructure of every country, to last. They want these tools to wear out quickly so they will BUY MORE STEEL. It’s all about money. So how do they make sure our products don’t last and keep us coming back to buy more steel. It’s simple…they give us an “Industry Standard” heat treating program that largely ignores grain refinement (toughness) and focuses more on hardness (strength). Then they instruct the steel industry to suppress any inquiries and information about grain refinement in high alloy steels. Furthermore, the “Industry Standard” heat treat is designed to leave roughly 50% of the potential of the steel untouched and unused. So basically we are paying for “all” of the steel and only getting to use “half” of it.
Obviously this brings up some questions. What if the knife maker/fabricator had free access to this information and could produce a blade with very high capabilities and longevity? What would the performance of a knife blade be, if it incorporated extreme hardness and extreme toughness in the same blade?
What would happen if knife makers ever found out that the “Industry Standard” heat treat is actually a “Sub Standard” heat treat that only uses half of what the steel has to offer?
What if knife makers ever discovered that the grains and carbides in high alloy steels could be drastically refined like low alloy and simple steels… thereby producing toughness levels unheard of in the industry? Could you imagine the joy a knife maker would feel if he ever found out, that the carbides in high alloy steels could be refined small enough to bond themselves in the steel matrix (carbide cohesion, coherent particle) and be extremely hard to tear out of the edge?
What if the forgers ever realized that O1 with the proper heat treat could make S7 look like a brittle steel…and do so at a high hardness? What if D2 lovers ever discovered that most of the carbon and chromium can be put in solution, achieving hardness levels in the upper 60″s and be firmly established as a true stainless steel…and do it all with considerably more toughness and less retained austenite?
These are just a few of the things the Industry hopes you never find out !! sterlingsaddleryandleather@yahoo.com
Sincerely
Clay Sterling
Clay Sterling: Diamond Blade producing some toughness numbers (such as actual charpy tests) would likely earn more credibility than you accusing Larrin of exactly what you are doing- spouting off without proffering quantitative data. More than 10 years without any quantitative toughness data is in my opinion more profound than howling like a mashed cat. Larrin pointing out the lack of quantitative toughness test data is exactly what a knife steel nerd should do. I believe that FSP may have potential to revolutionize steel abilities, and would like to see it actually measured. For one, i would like to see how magnacut (or any other CPM steel) responds to FSP.
Good afternoon Larrin
I wanted to thank you for allowing me the privilege to post comments on your site. I admire your willingness to open yourself up to comments and criticisms…that speaks highly of your character. I also wanted to thank you for the many informative articles and helpful information you have given to the knife community. We may not agree on some things but I am not offended, nor do I count you as an enemy. Keep up the good work.
Best Regards
Clay Sterling
Holy Wall of Text Batman, wow pretty rude stuff you put in there Clay.
That’s what’s best about these articles.
Larrin is beholden to no one, he is fully supported so he can speak freely and share.
That’s just to bad it doesn’t align with your beliefs.
Hi Shawn
Thank you for the message. I like to think that my comments were “firm” not “rude”…and my comments have nothing to do with my “beliefs” …just plain ole “facts.”
Clay, I feel you should put more into “practice” and less in your “facts” you’ve lost touch with reality and have nothing to show but a sour attitude. Isolation is a horrible thing.
Good evening Shawn
Thank you for your input. You might be right about my “sour attitude” as I’m starting to feel the a..g..e syndrome kick in. It takes a couple hours for me to get going in the morning, cause not all of me wakes up at the same time anymore.
I’m glad you brought up the “isolation” thing and you are absolutely right… it is a horrible thing. The steel industry has a nasty habit of putting people in these mental prisons (isolation boxes) they call a knife forum. Everything goes good if a knife maker stays in his box and doesn’t make waves or ruffly feathers. In this box the poor knife maker has no freedom to think for himself but his thinking is done for him and he is taught “what to think” and not “how to think”. If for some strange reason he starts to think for himself, then he gets his hands slapped by the Moderator or one of the big name knife makers on the site. If he persists in thinking for himself, and starts using his own logic and common sense to figure things out, he gets warned a few times and eventually banned from the forum. Getting banned from a knife forum is actually a good thing because the knife maker is then free to do his own thinking and is no longer isolated in his little mental institution. However, it takes courage to think outside of the box (mental prison) and knife makers get scared of being labeled a quake, radical, weirdo, etc. so they quickly run back to their little box where they are safe from all that. The Warden (Moderator) welcomes them back with a stern warning not to do their own thinking and they nestle back into the mental institution and submit to being brainwashed and indoctrinated by the steel industry and their “Industry Standard” way of thinking.
I’m having a little fun with you and over-emphasizing a bit, to make my point. I’m not against knife forums as there is a lot of good information there and I have learned much from them. But to be honest with you I am so glad to be free from their religious type of thinking that throws the facts away in favor of their assumptions, speculations and estimations…all of which are readily provided for them by the industry. Shawn, I have nothing against you and hope you’re not offended. Feel free to shoot me an email, I’d be glad to visit with you.
Take Care and have a pleasant evening.
Clay, that’s what I meant about “your beliefs” you seem to feel there is some grand conspiracy limiting true knife performance. Yet, there are just “holes” in your information about what makes true knife performance that you’re attempting to fill with unorthodoxed methods. You can’t play outside the box until you know how things works in the box otherwise you’ll chase irrelevant details that aren’t pertinent. Like super quench, etc and think there is a grand conspiracy for why it’s not done. I urge you to put more into “practice” and less into theory.
As a fellow scientist i found Larrin’s article cautiously optimistic… he pointed out things that were not as expected, or perhaps not quite well enough supported. This is important as it highlights potential biases, both in the work and his own…
This process looks promising, I really would like to see some more testing and samples of the knives for more people to try out. I think cost had a thing to do with some of this limitations. CLiff Stamp had a pass around with a knife, but there was an unrelated issue if I remember right that led to the termination of the pass around.
My reason for commenting on the FSP was to test the waters of the knife community to see if there might be some interest in grain and carbide refinement. I can see now that the community is scientifically suppressed to the point where their is little to no interest about GR…even when one of the most respected and reputable knife makers in the business, conservatively reports a 30% increase in performance.
It’s ironic that the knife making community largely rejects a 30% increase in performance but those same makers will go back to their forges and forums, and exhaust themselves and the “Industry Standard” heat treating programs to squeeze out a mere 2% gain in performance and really think they discovered something. Even more incredulous is when this 2% gain is broadcast on other forums and the whole community is ramped up about an increase that is barely detectable even in the most scientific and controlled testing. How a community of so-called intellectual people could be so deluded as to reject a 30% increase in favor of a 2% increase is amazing to say the least.
At a time when Robb Gunter should be nominated and inducted into the knife makers Hall of Fame for his expertise and contribution to the steel industry …but instead his hard work and expertly formulated “Super Quench” is continually and repeatedly bashed and trashed on most knife forums. It matters not at all that his formula has been tried, tested and proven since the mid 80’s. Furthermore, when any dare to even mention the word “Super Quench” on some forums, they can be immediately banned…yet it’s perfectly fine to mention “water” and “brine” as a possible quenchant even though they’ve both continue to crack blades since the invention of steel. WOW !!! I’m sorry folks, but this is no longer a case of simple ignorance…it’s a case of pure stupidity. Ignorance is curable and easy to fix. Any normal person can educate themselves on any given subject and no longer be ignorant. However, stupidity is incurable and can not be fixed. Stupidity is a religious induced stupor, brought about by a misguided allegiance to a false ideal. Knife making is no longer a “craft” or a “trade”, it has become a religion. The steel industry is the Denomination…the Industry Standard is the bible, doctrines, covenants and by-laws…and the forums and colleges are the churches where the members congregate freely to receive their daily dose of stupidity. These daily injections of stupidity make the members immune to scientific fact, common sense, logic and sound reasoning…and cause them to embrace assumptions, calculations, and estimates as fact.
The phones of DiamondBlade Knives should be ringing off the hook. Their email inbox should be flooded with questions on how to get these same advantages of GR in their own shops. My own phone and email should be humming with activity but is absolutely silent…not even one response. WOW !!!
I hate to say this but Knives of Alaska and DiamondBaled Knives may never receive support from the steel industry in their pursuit of performance. And I’m sure they know by now, their quest for excellence is a very lonely road, fraut with a constant barrage of negative attacks.
Their is a reason for the silence of the industry on grain refinement. Word has come down from the Heads of the industry not to pursue the science of grain refinement. The consequence of doing so is the loss of one’s position and standing in the knife community and the revoking of credentials, licenses, and degrees. This would make it impossible for metallurgists, scientists and big name knife makers to maintain or obtain high paying jobs and big salaries. It’s all about the money.
We desperately need makers with the integrity and strength of character to pursue new technology regardless of the cost, but though they can make a hard and stiff blade…their spine is soft as butter.
Larrin, you don’t need to worry about me posting anymore comments on this site, as I want nothing to do with a mindless institution that don’t even know what to quench their simple steels in.
Sincerely
Clay Sterling
So all of us who spend hours doing normalizing and grain and carbide refinement on every last blade even stainless, do not believe in it… read Larrin’s articles on grain refinement and cold forging and others, and think again. He doesnt necessarily say superquench, but advocates grain refinement and faster quenches in atypical steels… so i do not know where you get your argument from… should he test the ausquench – mar temper bainite stainless hybrid… maybe… once he gets around to it…
Hi Andre, thanks for the comments.
Without going into a lot of detail…yes, the “Industry Standard” normalizing temperatures for simple and low alloy steels are mostly a waste of time. Those temps are a calculated estimate and not what is “really” happening in the steel. The normalizing temperature for highly spheroidized 52100 is 1900 degrees f (or even higher) for 20-30 minutes. This puts most (if not all) the available alloy into solution and slows down the necessary speed of the quench considerably. It slows down the quenching speed to such an extent (because chromium greatly affects hardenability) that a plate quench works very well for the thinner stock. It’s ironic that 52100, with no thermal cycles, responds very well to “Super Quench” and Parks #50, but with all available alloy in solution, a slow oil and even plate quenching yields good results. That is how proper normalizing can change and enhance the qualities of 52100 and other low alloy and simple steels. Very few makers ever get to utilize the full potential of 52100 because the normalizing temps are too low and they can never unlock the full potential of that steel.
It’s interesting that Kevin Cashen has “hinted” at these higher normalizing temperatures for years but sadly, nobody ever “picked up” on it… simply because they can not think out of the box. It’s also interesting that the fabrication shops with military contracts for making bearings ,utilize the much higher normalizing temps for 52100. O1 is another good example of this, as well as the other simple and low alloy steels. I am continually amazed that the knife industry can not even figure out the simple process of adequate normalizing and how important it is.
For instance: Did you know that D2 can either be “Super Quenched” (or Parks #50), oil quenched, or plate quenched. Anybody can do this simple experiment in their shop: Cut off a piece of 1/8″ D2 (2″ x 6″) soak it in your oven for 30 minutes, slightly above critical, at 1575 degrees, and SQ it. You will get a very hard piece of steel because you only dissolved iron and manganese carbides and basically have nothing more than a simple steel…which requires a very fast quench.
The chromium, molybdenum and vanadium don’t come into play as they are still tied up in carbides. Now repeat the process at progressively higher temps. As you move up in hardening temps, and get more alloy into solution, you will find that the necessary quench speeds slow down drastically till you hit the upper hardening temps and only need to plate quench. This is such a simple, basic experiment yet I’m guessing that nobody has ever done this. Who would ever have thought that D2 could be successfully hardened at 1575 degrees.
There is a lot more to be said and other things to consider but my advice to all knife makers is: GET OUT OF THE BOX and use the brain power God gave you. Most knife makers have far more ability and intellect than I do. If an “idiot” like me can figure out some of these things, then what could somebody do that actually had some common sense and aptitude ??
Best Regards
Clay Sterling
One more comment on normalizing. Do your own testing.
Using a fully annealed sample of 52100, do a series of tests with increasingly higher normalizing temps. Start at 1500 degrees and go up to 2000 degrees. When you reach the temperature that the required speed of the quench doesn’t change anymore, then that’s the right temperature you need to normalize at.
You take yourself waaaaay too seriously and quite honestly sound like a conspiracy theorist who has way too much time on his hands. The next time you decide to go on a rant, try walking around the block before responding to calm your weak commenting impulses. As Nacho Libre once said, “Take it easy”
Is this how H1 steel is hardened? If not do you think they could get edge hardness closer to the serrated edge on the plain edge version? I know the two are very different in hardness at the edge. Thanks for this site and your involvement in our community.
I have a separate article on H1: https://knifesteelnerds.com/2019/06/24/h1-steel-how-it-works/
I believe Larrin is in a tough place. He is trying to do a review/post on a blade that has data (some quantified and some subjective) that is not exactly read-across with his own. Honestly, unless you expect him to downplay his data with quip statements like “I know this isn’t cardstock, but it’s all the same, here, just read it as if it was cardstock,” or “I see you put subjective edge reports/dialogue, here let me read that across to my quantified impact toughness data,” you can’t ask for much more than a post garnering attention to FSP produced knives. So, what they do currently have to feed Larrin to review is really not much to compare appreciably. I seek out the same data and science to quantify the capability of knives as Larrin, so I visit and thus value this site. I also trust Larrin to be someone data-driven; even if he doesn’t like the results, he would post it and say “I don’t exactly understand how this works out right now.” He has done this in the past. Therefore, I would say that it would’ve been better to see data akin to what Larrin tracks, however Larrin or DBK decide on doing that. Right now, Larrin’s hands are a little tied, and that unfortunately had to present itself in his article.
I think that FSP blades look decent, and they do look like they refined the primary chromium carbides just a little bit. If this can be done fast and consistent enough, maybe it would be a better way to mass-produce knives? It gets rid of rolling directionality issues which can really present themselves on steels with large primary alloy carbides (Chrome Carbide).
Also, Larrin, please don’t go back to Met school, I think you’ve drained them for all they’ve got; you know far enough already. Keep on with these great articles and reviews.
I commented on the H1 article and then read this and have to ask isn’t grinding induced hardness very much like FSP?
They’re not particularly similar other than both involve deformation. But friction stir processing involves way more deformation and friction intentionally generating high temperatures and quenching to form martensite.
You don’t generally get banned from forums for disagreeing you get banned for being a jerk about it.
It’s often hard for someone without scientific training to grasp that extraordinary claims require extraordinary evidence. In more established scientific fields like medicine, when a new drug claims to cure cancer, the bare minimum expected is a double-blind study and well-structured clinical trials—including large cohorts, peer-reviewed publication, and long-term follow-up.
While metallurgy itself is supported by first-class science, the same can’t be said for knife manufacturing. The financial return simply isn’t there to justify the enormous cost of properly controlled studies on all the variables—geometry, alloys, heat treatment, edge stability, corrosion, etc. Knife making is still largely empirical.
But even in an empirical world, if a company wants to use “science” to promote its product, it must be willing to accept scientific criticism—and it must apply real science. If DiamondBlade is truly convinced of the benefits of their friction forging, why not run convincing tests? Why not compare blades with identical geometry, differing only in alloy and treatment? That wouldn’t be prohibitively expensive. Neither would showing a wide-field micrograph with clear context for the claimed grain refinement. Transparency is cheap—unless there’s something to hide.
Maybe the technique really does offer extraordinary gains, and they simply failed to properly document it. Maybe the gains are modest and wouldn’t justify the cost of rigorous proof. Or maybe there’s no real benefit at all—and this is more placebo than performance.
After all, if you give an uninformed person an expensive homeopathic “medicine,” there’s a good chance they’ll report amazing results—despite the overwhelming scientific consensus that homeopathy performs no better than placebo.
And look, as a hunter, a nerd, and a newly-minted knife enthusiast, I want to believe that DiamondBlade’s process is truly revolutionary. Honestly, I’d already have pulled the trigger on a Summit Combo in desert ironwood! But paying a premium for a technique without solid evidence to back it up just doesn’t sit right with me.
So yes I know this is a six year old thread. Simple way to solve this debate of FSP steel. Buy a diamond 💎 friction forged knife and test it against other steels.
Until I see someone do that Like Larrin. Or another independent tester. I will take this article as well as Diamond friction forged knives claims with a lot of skepticism and half baked claims.
Cedric should do a rope cutting test. But alas. No one outside of Diamond Blade knives has supposedly tested this friction forged steel.