Thanks to Lee Rothleutner and J Hamm for becoming Knife Steel Nerds Patreon supporters!
General Heat Treating Myths
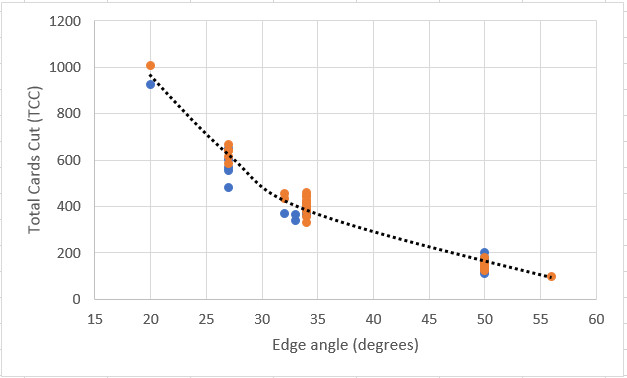
1. Heat Treating is the most important factor for high performance knives. This one started out along the lines of “even the best steel will perform poorly if given a bad heat treatment,” and that I can’t disagree with too much. However, it has become somewhat fashionable to talk about knife performance as entirely (or almost entirely) controlled by the knifemaker’s skill in heat treatment. This has some truth to it as knifemakers who use a subpar heat treatment will certainly have subpar performance. However, the heat treatment can only do so much. No heat treatment is capable of making high carbide CPM 15V into a high toughness steel. No heat treatment can turn 1095 carbon steel into a stainless. And I would argue that the single most important factor for knife performance is the edge geometry rather than the steel selection or heat treatment. The edge geometry greatly controls the cutting ability and edge retention of the knife and also resistance to chipping and rolling. The image below shows measured edge retention of 154CM knives with different edge angles so you can see the vast difference in measured performance (higher number means more cardstock cut). Of course, focusing on any one of these factors at the expense of the others: steel selection, heat treatment, and edge geometry, is a mistake and each should be optimized for the given knife. But if we were to pick one factor that is the “most important” I’m not sure that heat treatment would be the one.
2. Backyard bladesmith discovered a new super heat treatment that can’t be matched. Somewhat of an extension of the above myth is the legend of the knifemaker who has a super ultra heat treatment that leads to double the toughness, triple the edge retention, etc. and if your knives don’t have such a heat treatment they are never going to be as good. This has been applied to some extent to several popular knifemakers though perhaps the best example is the late Frank J. Richtig who I wrote about here. In general, the difference between any “good” and “super” heat treatment is going to be relatively small. I wrote about what is possible in heat treating and what isn’t in this article. Most of good heat treating is about avoiding many of the potential issues or mistakes and not about finding the great secret. And as mentioned in the previous myth, superior edge geometry is often what makes a legendary knifemaker have high performance knives, but the super heat treatment is a better story.
3. Heat treatments are designed for industry and don’t apply to knives. I hear some knifemakers say that you should ignore information in steel datasheets or the ASM Heat Treater’s Guide because those recommendations are for “blocks of steel several inches thick” or just generally referring to the “industry” boogeyman that means the heat treatment doesn’t have anything to do with knives. In general, heat treatments are recommended in datasheets that will apply to the most situations, as the steel may be sold in a range of thicknesses, and used in many different applications. So if the metallurgists were designing heat treatments for one specific application they would be dealing with many customer complaints. Now this doesn’t mean that every datasheet is perfect; the heat treatment may be produced for the “lowest common denominator” that could be further optimized for knives. But even in those situations the recommended heat treatment would work fine.
Many specific examples could be given of the heat treatment parameters that knifemakers are worried about in datasheets, but one is hold time at the austenitizing (hardening) temperature. Some knifemakers are afraid of holding too long at austenitizing temperature because of concerns about grain growth. However, grain growth is controlled by both time and temperature. Recommended heat treatments often provide longer hold times at lower temperatures where significant grain growth would take a very long time. The longer hold times at lower temperatures means both thick and thin parts will result in a similar heat treatment. Sometimes datasheets will provide different temperatures or hold times depending on the thickness of the piece, but that is more of an economical feature (don’t waste any more time than necessary) than one that is required for performance.
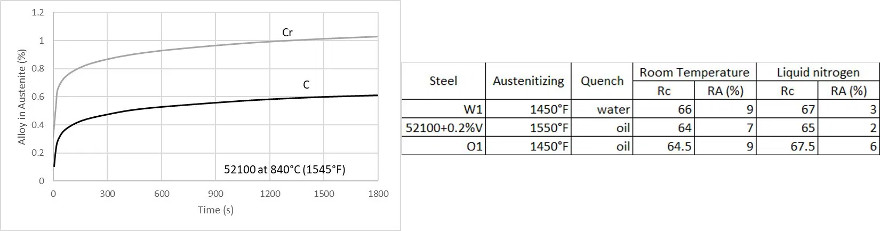
There are other dangers to using short hold times, such as the heat treatment being much more sensitive to small changes at short times. See the chart below for carbon and chromium “in solution” during holding of 52100 at 1545°F:
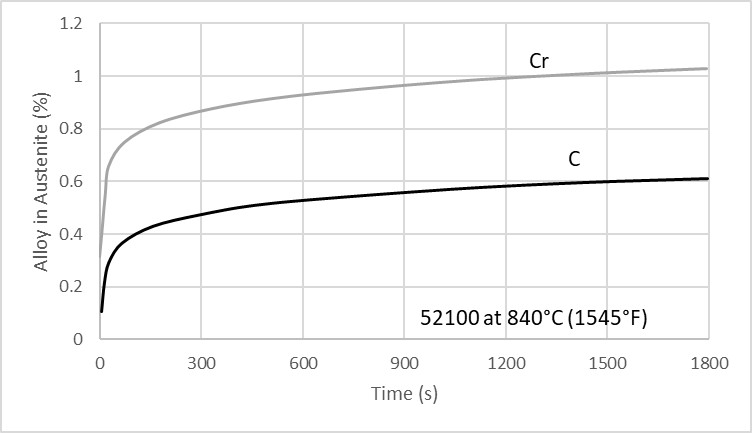
Data adapted from [1]
You can see that the change in C/Cr in solution is very rapid within the first few minutes, and trying to target a specific hardness would be challenging if you are trying to hold for very short times, especially under 5 minutes. Also, the center of the blade’s thickness will naturally reach the temperature later than the surface, meaning that the soak time is shorter at the center. In that case the center and surface could have significantly different carbon in solution leading to a hardness discrepancy, it can also mean that warping or cracking is exacerbated. Therefore, using a longer hold time can lead to more consistent hardness both within a single knife and between different knives. If lower hardness is desired or if grain growth is discovered at a given hardening temperature, simply reduce the temperature and maintain a sufficient soak time.
Cold Treatment Myths
4. XXXX steel “needs” or “doesn’t need” cryo. I see frequently from knifemakers statement like, “I chose AEB-L because it doesn’t need cryo.” Or “Carbon steels don’t need cryo.” Or “Stainless steels need cryo.” This shows a fundamental misunderstanding of what cryo does or doesn’t do. I explained the mechanisms behind cryo in this article. It isn’t a light switch that either affects a steel or doesn’t. During quenching from high temperature, the steel hardens through the formation of a steel phase called martensite. The formation of martensite is measured with a “start” and “finish” temperature and the closer to the finish temperature you reach the more martensite forms and the closer to the maximum hardness you will achieve. Those formation temperatures are controlled by the steel composition and also the heat treatment, as higher hardening temperatures put more carbon and alloy “in solution” to affect the martensite formation. When the martensite finish temperature is below room temperature there will be some amount of “retained austenite” which isn’t transformed to martensite leading to lower hardness and other effects. Using cryo or other cold treatments means you get closer to martensite finish and retained austenite is reduced. Virtually any knife steel can be heat treated with or without cryo, depending on the hardening temperature that is selected. However, higher hardness levels can be achieved when using cold treatments, see the chart for AEB-L below, where the minimum temperature is labeled as “LN2” (cryo), “freezer” (a household freezer), or “room temperature” (no cold treatment):
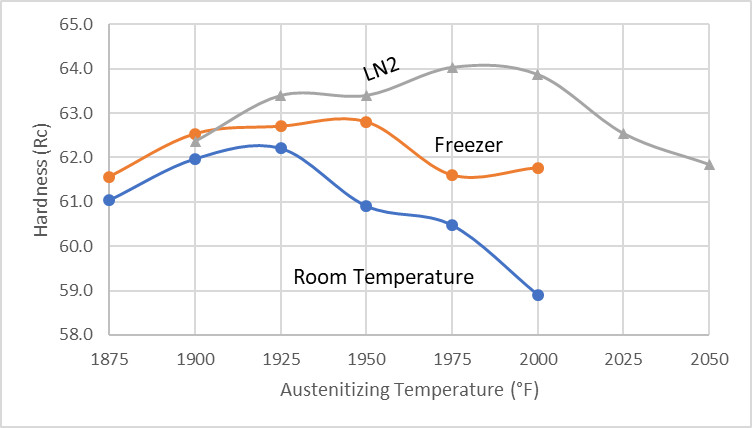
You can see that the hardness peaks around 62 Rc with no cold treatment, using a hardening temperature of 1925°F. Above that temperature the hardness drops because of excess retained austenite, usually amounts greater than 15-20%, which is undesirable. Using liquid ntirogen with the same hardening temperature gets about 63.5 Rc as-quenched. Yet higher hardening temperatures can be used in combination with liquid nitrogen up to a hardness of about 64 Rc.
“Simple” carbon steels also have retained austenite and are affected by cold treatments. Here is a chart of retained austenite contents and hardness values achieved with and without cryo with low alloy steels:

Data from [2]
Now just because the retained austenite can be reduced with cryo doesn’t mean that you have to do so. However, you can do the same with high alloy and stainless steels with appropriate selection of austenitizing temperature. Those high alloy steels don’t “need” cryo either.
5. Cryo improves edge retention. Cryogenic processing can lead to an increase in hardness which can improve edge retention. In that way, this is not a myth. However, there is a whole industry of cryo companies advertising incredible improvements in wear resistance from cryogenic processing. Some of these claims are even found in peer-reviewed journals. I reviewed the literature in this article. I also performed an edge retention comparison between cryo and non-cryo D2 steel and found no difference apart from hardness, see that here. Another study on 154CM had a more extensive comparison where also no difference was found.
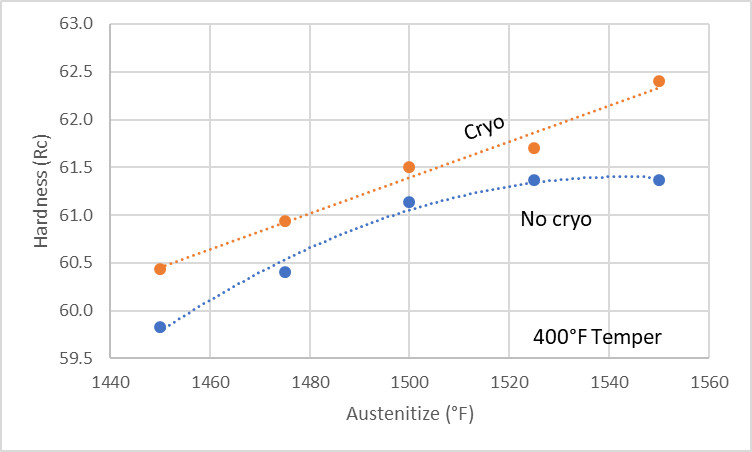
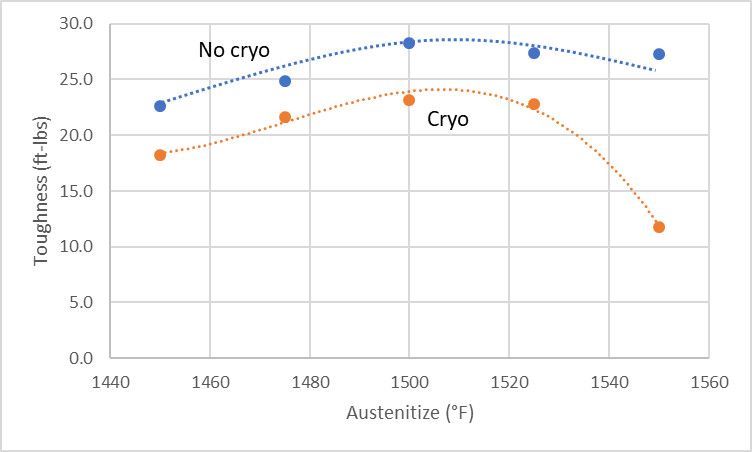
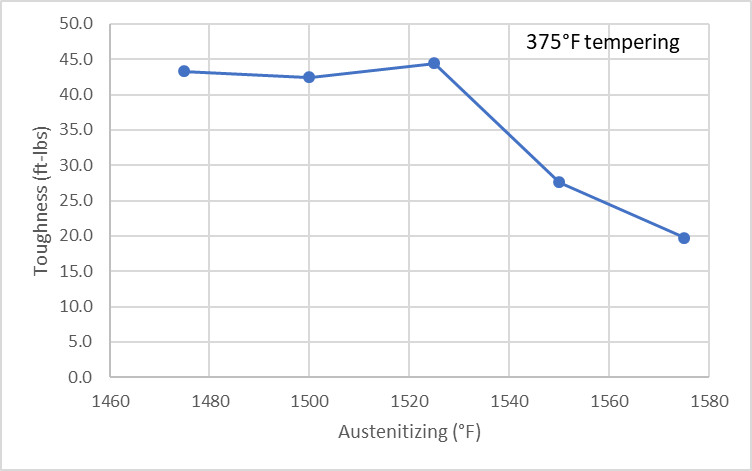
6. Cryo improves toughness. Cryo companies also advertise that cryo improves toughness, despite the fact that the majority of studies have found a reduction in toughness with cryo. I reviewed the literature here. Below is an example from our 52100 heat treatment study that shows the drop in toughness and improvement in hardness with cryo:
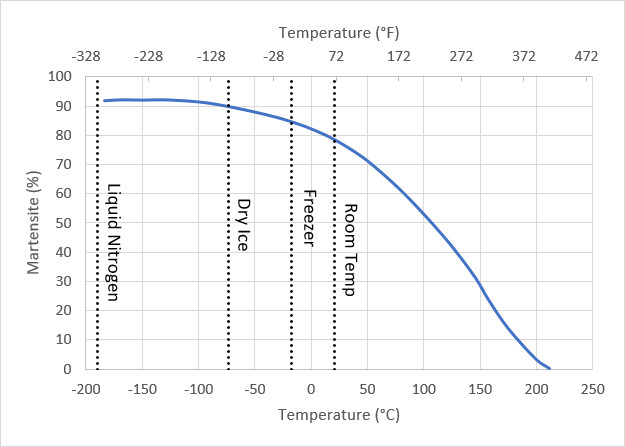
7. A freezer doesn’t do anything; at least dry ice temperatures are necessary for cold treatments. As described previously, martensite finish temperatures change for different steels and hardening temperatures, and the closer you get to martensite finish the lower the retained austenite. Cryo is not an on/off thing, and the colder you go the better for minimizing retained austenite. I found this with my own experiments of AEB-L as in the previous plot. Below shows martensite content for T1 high speed steel at different temperatures:
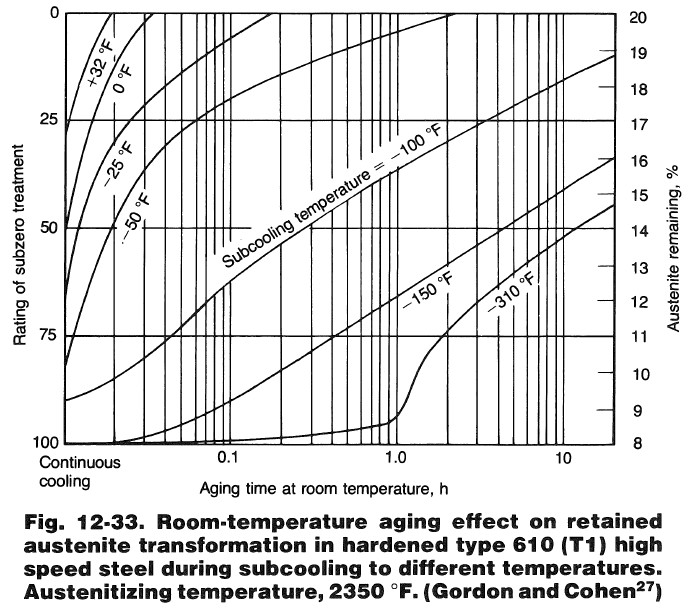
One other factor to keep in mind, however, is that retained austenite “stabilizes” if there is a delay between the quench and going into the cold treatment. Below shows the retained austenite for different cold treatments after different delay times at room temperatures. Make sure you get out of the quench and straight into the cold treatment no matter what steel and heat treatment is being used. In this case half of the retained austenite that transforms with liquid nitrogen can be eliminated with a freezer, but only if there is no delay at room temperature.
Low Alloy and Low Technology Heat Treating Myths
8. Simple steels are easier to heat treat. Low alloy steels are easier to harden without a soak at the hardening temperature, which facilitates hardening in a forge without temperature control. However, they are no easier to achieve good properties than high alloy steels. If anything, low alloy steels are very sensitive to heat treatment in terms of achieving optimal properties. For example, low alloy steels tend to drop off rapidly in toughness if they are hardened from too high a temperature, see 5160 for an example below which has a significant drop in toughness when using 1550°F. The ASM Heat Treater’s Guide recommends 1525°F for 5160, meaning overheating by only 25°F can lead to a significant drop in properties!
High alloy steels, on the other hand, can usually be austenitized over a rather wide range of temperatures because the carbides dissolve over a wider temperature range, this means that hardness changes more slowly with temperature changes, and the higher carbide content also means that grain growth is slower. Higher alloy steels also have the benefit of easier quenching, either air cooling or plate quenching rather than rapid oil or water quenches. When using a furnace with a PID and controlled temperatures, high alloy steels are usually “easier” to heat treat.
9. The steel becomes nonmagnetic at the Curie point. There are two primary ways that a steel can become nonmagnetic: 1) transforming to the “austenite” phase, or 2) by reaching the Curie point. The Curie point is where the ferrite phase becomes nonmagnetic. Annealed steel is made up of magnetic ferrite and hardened steel is made up of magnetic martensite. Austenite forms at high temperature prior to quenching. Some knifemakers mistakenly state that when the steel is nonmagnetic that means that the Curie point has been reached, at about 1420°F. With most low alloy knife steels, the steel transforms to austenite before reaching Curie, and therefore the nonmagnetic temperature is significantly lower, usually somewhere in the range of 1350-1380°F. You can read more about Curie in this article.
10. Normalize steel by using descending temperatures. It is relatively common to see forging bladesmiths recommend descending temperature normalizing or grain refining cycles, such as 1600°F, then 1550°F, then 1500°F, etc. These recommendations vary a lot depending on who is giving them but the descending method seems pretty common. Normalizing needs to be performed from relatively high temperatures, depending on the steel, such as 1550-1650°F for 1095 steel. This puts all of the carbide and pearlite in solution, and achieves a consistent grain size prior to air cooling. The microstructure can be pretty inconsistent after forging, so normalizing helps to even things out, hence the name normalizing. Grain refinement can then be performed at lower temperatures, just above austenite formation such as in the range of 1375-1450°F. Lower temperatures typically mean a smaller grain size. However, the intermediate temperatures like 1500°F don’t do a particularly great job of accomplishing either of these goals. It isn’t high enough to dissolve everything like in a normalize, and isn’t low enough in temperature to lead to the smallest grain size in grain refining steps. This practice may have started with a kernel of truth to it, as a normalize is performed from high temperature, and grain refinement from lower temperatures. If you go even lower you can perform a subcritical anneal from temperatures like 1250-1300°F. So a descending temperature set of cycles that does make some sense could be 1600, 1450, 1250°F. But one mistake people make is thinking that if a little of something is good then more of it must be better and started adding in intermediate steps.
11. A file is a good way to check hardness. Using a file to check hardness is popular because it is cheap. You don’t have to buy a Rockwell hardness tester which can be expensive. The file works with a similar principle to the Mohs hardness scale, if one material can cut another then it is harder. So if the knife is harder than the file that means the file can’t cut it. Files can be purchased which are rated at certain hardness levels though often a generic file is used. An unlabeled file might be around 62 Rc or so and therefore if the knife is higher than 62 Rc (which most low alloy high carbon steels should be after quenching before tempering), then the file will “skate” the knife rather than bite into it or leave scratches. However, there are still issues with using a file. For one, it isn’t very precise. It lets you know that the knife is harder than the file but you don’t know how much harder. It also doesn’t help much in tempering to see what the final hardness is, as the final hardness is likely lower than the file. So the file ends up being a check for a heat treatment that completely failed (did not harden), but is not particularly useful for dialing in heat treatments or for checking consistency. This is without covering common mistakes with using files such as checking the knife without removing scale or any decarburized layer first.
Myths about End Properties after Heat Treating
12. Lower hardness means the knife is more flexible. How difficult it is to flex a knife is controlled primarily by the geometry of the knife, in particular the thickness of the steel. How much does hardness affect the difficulty in flexing? It doesn’t. Well that isn’t entirely accurate, hardened steel actually is about 2-3% less stiff than annealed steel. How the hardness changes things is how far the knife can be flexed before it won’t come back straight. Once the strength of the steel is exceeded the knife will keep bending with approximately the same level of force. So lower hardness means the knife is “bendier” but not more flexible. A knife that is easier to take a “set” is not more flexible as much as it is just soft. How far the steel can bend before taking a set is also greatly controlled by stock thickness. Thinner knives can be flexed much further without exceeding the strength of the steel, even with identical heat treatment. This is why those very thin fillet knives are so good at flexing 90°. You can read more about all of these effects in this article on flexing and bending.
13. When the edge deforms (instead of chipping) that means the steel is tougher than one that chips. If the edge deforms that means the strength of the steel was exceeded. Either the edge needs to be thicker for the task or the steel needs to be harder (stronger) to resist the deformation. The way the knife is being used also matters. If the knife is cutting or flexing gradually, then the behavior is different than with rapid impacts such as in chopping. When chopping, the steel is much more likely to act in a brittle matter and chip even when the steel is on the softer side, in that case the behavior is controlled by steel toughness rather than strength. With typical cutting, there is often some combination needed of hardness (strength to resist rolling) and ductility/toughness (resistance to fracture). Read more about toughness and chipping in this article. Some steel-heat treatment combinations can even be relatively soft (rolling when performing flexing cuts in hard materials) but still have relatively poor toughness leading to chipping when chopping. Sometimes edge deformation/rolling is misinterpreted as chipping and the knife user incorrectly believes that the steel has insufficient toughness when in actuality insufficient hardness is the issue. Some knife users or makers report happily that their knife edge rolled in use as evidence of its good toughness, but it is mostly evidence that the steel wasn’t hard enough and/or the edge geometry wasn’t robust enough.
Conclusions
There are a lot of heat treating myths out there and I haven’t covered all of them. I’m sure I am guilty of believing a few. As long as we work to understand the mechanisms at work and to learn from reliable experiments rather than anecdotal observations we can continue to kill more myths. I have a feeling that this article isn’t going to make much of a dent in the sharing of myths but I’m doing my best. A lot of shared myths come from a misunderstanding of how the steel is transforming during different processes and what the goals are of each step. For understanding those aspects better I recommend clicking on a few of the links in this article to better understand topics like annealing (Part 1 and Part 2), austenitizing (Part 1, Part 2, and Part 3), quenching, and tempering.
[1] Cui, Wen, David San-Martín, and Pedro EJ Rivera-Díaz-del-Castillo. “Towards efficient microstructural design and hardness prediction of bearing steels—An integrated experimental and numerical study.” Materials & Design 133 (2017): 464-475.
[2] Lement, Bernard S. Distortion in tool steels. American Society for Metals, 1959.
Another excellent, informative article. So BOS heat treating doesn’t give my Buck 420HC the wear resistance of M390?
No but they do heat treat it harder than the typical 55 Rc, so it performs a lot better than a lot of other 420HC.
Excellent… one question. Point 10. Is the grain refinement step around aus temp not usually associated with a quench to set up martensite that is faster to dissolve again so less time is used for the actual sub critical anneal step? Not sure I am making sense
That is one way of doing it, yes. Another way is to slow cool after the final austenitize to anneal instead.
I’ve once read of a method to get rid of grain boundary cementite (iirc) in forged knives. Basically normalize at ~100-150°C above the steels austenitizing temp to dissolve all cementite, then quench it to prevent gb cementite from forming during cooldown. My question is, is that quench really necessary or is it nonsense?
A quench is necessary with very high carbon (>1.1% or so) low alloy steels. So steels like 26C3, White #1, Blue Super, etc.
I have suggesting modified tempering routes of secondary hardening steels :
– instead of standard 2h+2h double tempering , using 3h+1h double tempering instead may give better toughness due to lower content of “fresh martensite” which formed from untransformed retained austenite during cooling from first tempering . more transformed retained austenite after first tempering means less fresh martensite which should means higher toughness .
– second modification : instead of double or triple tempering why not just tempering steel at secondary hardening range for 4 hours for example then following it by tempering at low temperatures “200-400°F” to stabilize retained austenite & temper any fresh martensite ? I think enough stabilization of retained austenite may lead theoretically to great improvement in some low toughness steels .
why not reply ?
Thank you for your suggestions, Mina.
Can cryo introduce fractures in the steel, specifically when the knife has cooled down to room temp and put in cryo from there… not put in when it is hot?
See this article: https://knifesteelnerds.com/2018/12/03/cryogenic-part1/
Thank you, can’t believe I missed that 🤦♂️
When referring to placing your knife in the freezer immediately after quench. When exactly is that? When it is just cool enough to hold in your hand? I use plates and as soon as I can hold it I run it under tap water then put it in the freezer immediately. Is this ok? Thanks for the great article. Charles
Yes that should work fine.