Thanks to Aaron @ Gough Custom, Aaron McVay, Mark Scott, Jeffrey St. Claire, Grant Seim III, and saiiiiiii1 for becoming Knife Steel Nerds Patreon supporters!
I’m eventually going to stop plugging my book Knife Engineering in every new article, but that day is not today. Go buy one for yourself, and everyone you know, as a Christmas present.
S110V Pre-History
S110V is a powder metallurgy stainless tool steel with very high wear resistance. Like many other very high wear resistance stainless steels (S90V, M398) it was developed for plastic injection applications which necessitate a combination of high wear resistance and high corrosion resistance. The patent for the steel was first filed in 2006 by inventors Alojz Kajinic, Andrzej Wojcieszynski, and Maria Sawford, all of Crucible Steel.
Because Crucible already had steels S90V and S125V prior to S110V we have to discuss briefly the history of those steels. I covered the history of them in more detail in a previous article. S90V was patented around 1996, the major innovation over previous steels was a reduction in Cr down to 14% which led to the formation of more vanadium carbide for a given amount of vanadium. Previous steels like S60V, Elmax, and M390 all had 17-20% Cr which gave them more chromium carbide and less vanadium carbide. Chromium carbides are softer than vanadium carbides and therefore contribute less to wear resistance. A smaller amount of harder carbides (like vanadium carbide) gives a better combination of toughness and wear resistance. Learn more in this article about carbides. Also, the chromium “in solution” to contribute to corrosion resistance was actually improved in S90V relative to the earlier S60V by careful control over the carbon and vanadium content, despite the bulk chromium being lower. All of this in combination with the powder metallurgy technology gives S90V a relatively fine microstructure for good toughness along with high wear resistance from the high vanadium content.
Design of S110V
To put S110V into context, we should compare the composition of the steel with previous Crucible products to see how the evolution led to S110V. You will also see I have two compositions listed for S110V, one labeled “patent” and one labeled “final.” The initial version of S110V was modified leading to the version that we have today. I will discuss the differences after describing more about the general design of the steel.
Niobium
One of the major changes that was being made to S110V when compared to S90V/S125V was the addition of niobium. Read more about niobium additions in this article. Niobium, like vanadium, forms very hard carbides that contribute greatly to wear resistance. However, as explained above with S90V, balancing vanadium and chromium is challenging to obtain a high combination of wear resistance and corrosion resistance. The high chromium affects the amount of vanadium carbide that is formed, and the high vanadium actually promotes the formation of chromium carbide, dropping corrosion resistance and toughness. Furthermore, there is some chromium present in vanadium carbide, further reducing corrosion resistance. However, niobium is a “stronger” carbide former than vanadium, meaning it can form niobium carbide even in the presence of high amounts of chromium. And niobium carbide contains very little chromium. These two factors mean that using niobium instead of vanadium can lead to a steel with high wear resistance from hard niobium carbides, while having high corrosion resistance because there is little interaction between chromium and niobium, leaving the chromium alone to contribute to corrosion resistance.
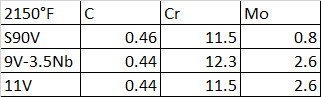
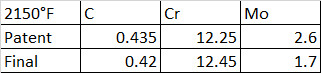
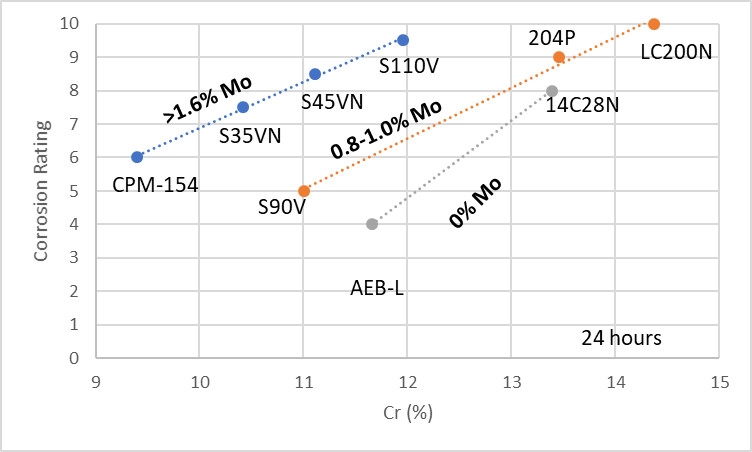
To look at this difference I used ThermoCalc to estimate the amount of carbon, chromium, and molybdenum in solution with S90V, the patent version of S110V (2.8C-14Cr-9V-3.5Mo-3.5Nb-2Co), and then a modified version of S110V which has 11% V instead of 9%V-3.5%Nb (2.8C-14Cr-11V-3.5Mo-2Co). A similar comparison was made in the patent, as 11% V is roughly equivalent to the V-Nb combination in S110V. You can see that the carbon in solution is similar across the three grades, meaning each would achieve similar hardness. However, S90V and the modified S110V (labeled 11V) have 11.5% Cr in solution while S110V (9Nb-3.5Nb) has 12.3% Cr in solution, which would provide better corrosion resistance. The 11V steel would still be an upgrade over S90V for corrosion resistance because of the higher Mo in solution (see the Molybdenum section later on in this article). However, an increase in both Cr and Mo means a significant improvement in corrosion resistance for S110V.
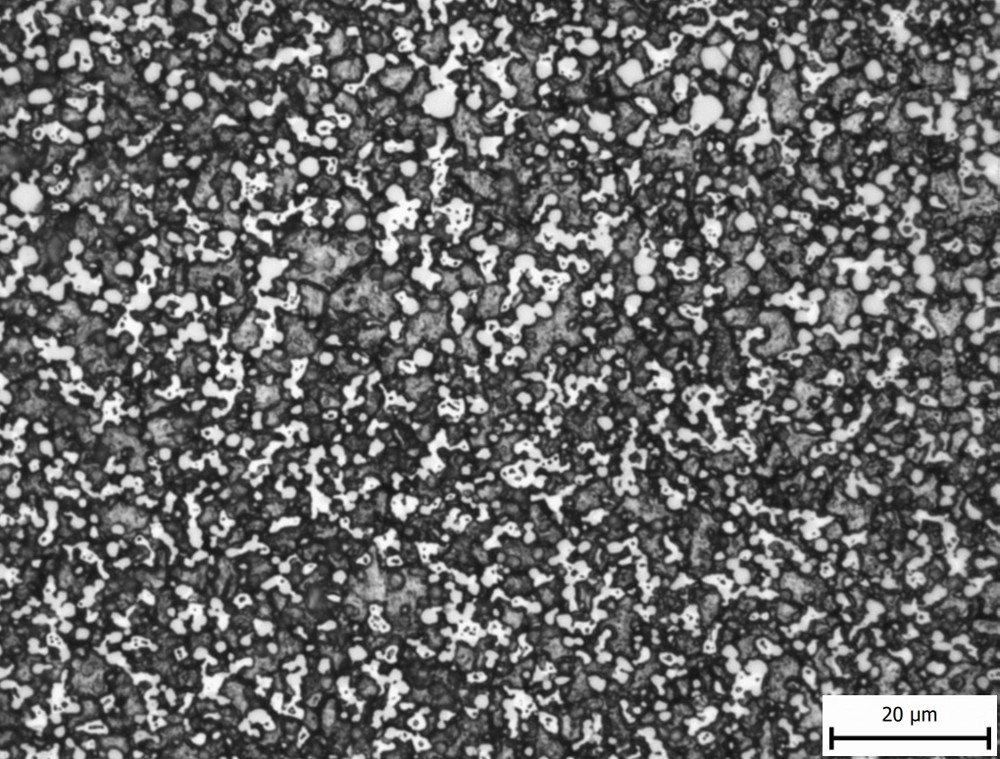
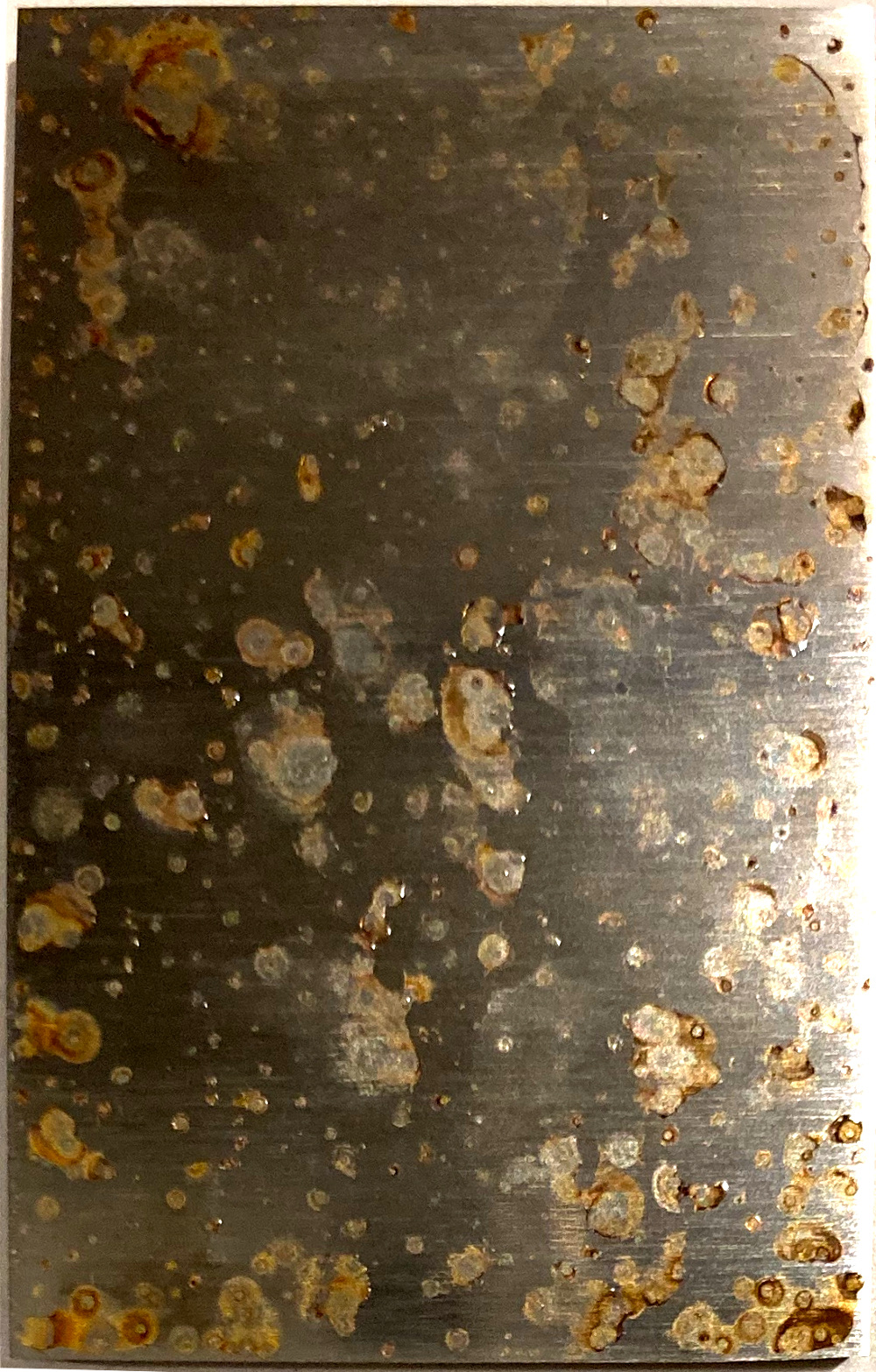
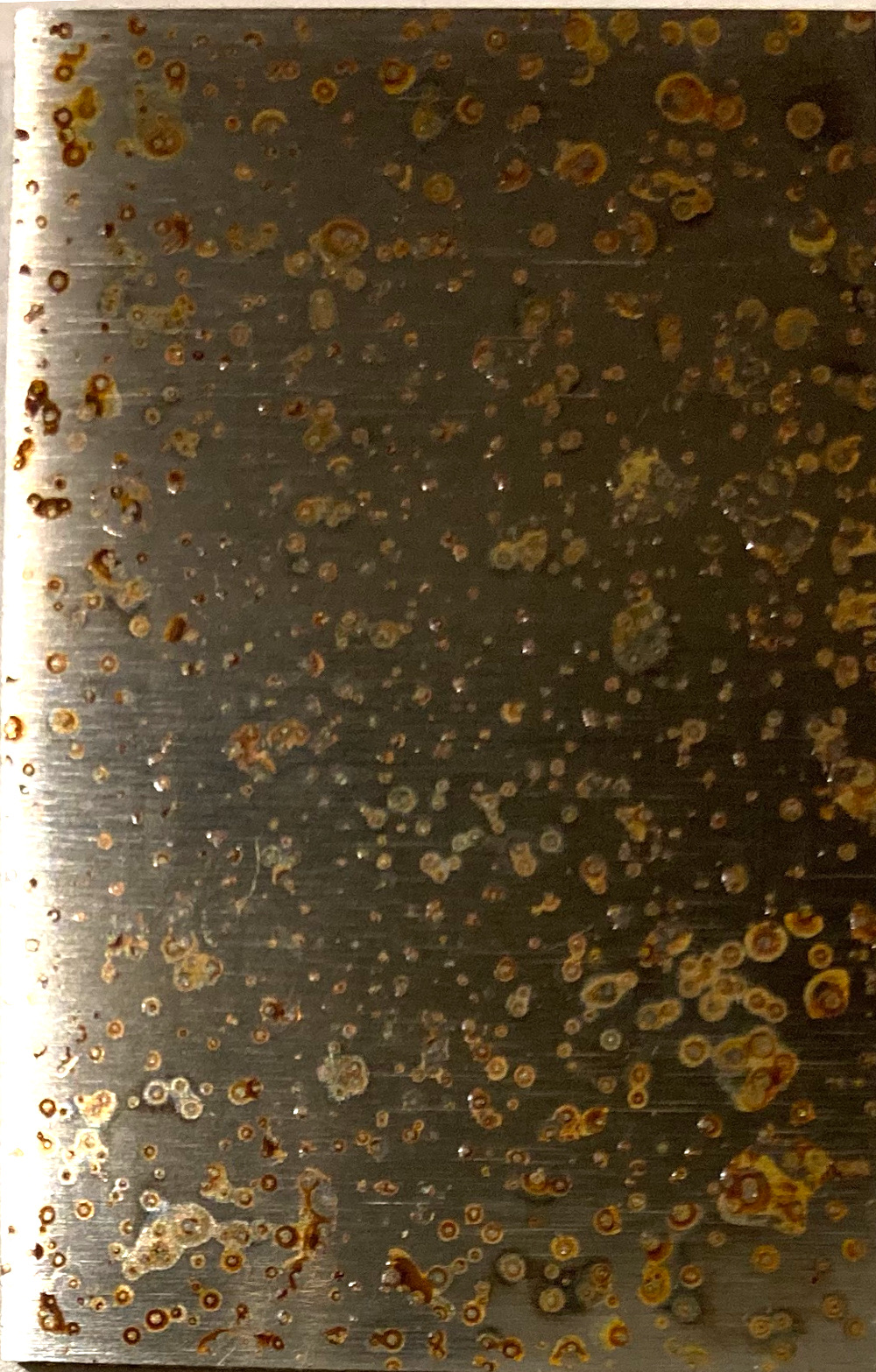
Another benefit of a partial replacement of vanadium with niobium is that the carbide size is reduced. Niobium carbides are very small when used in powder metallurgy steel, and can also help decrease the size of chromium and vanadium carbides in the steel as described in the niobium article. You can see the difference in the micrographs below. S110V has a finer carbide structure than either S90V or S125V. S110V has somewhat more carbide than S90V, making it even more impressive that the carbide size is finer. The carbide volume of S110V is closer to S125V which is significantly coarser. This will be relevant to the toughness discussion later on.
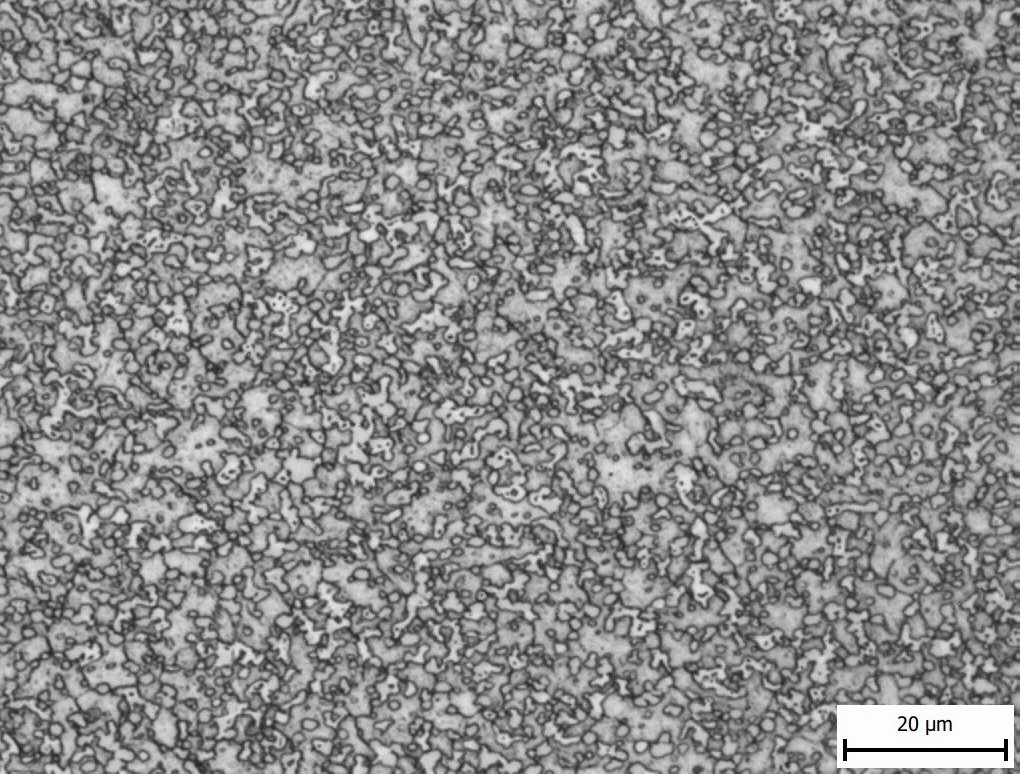
S110V 2050°F (~27% carbide volume)
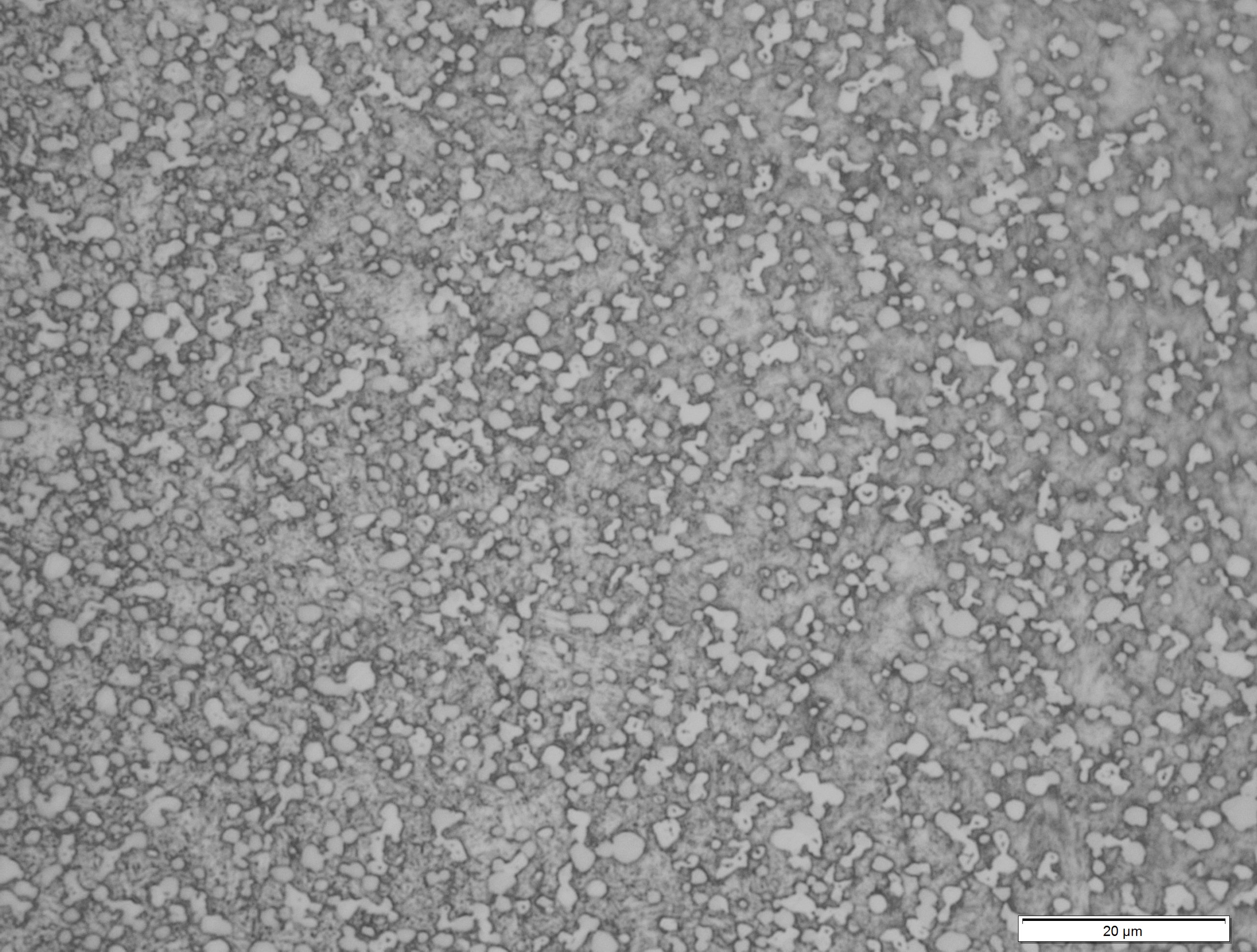
S90V 2050°F (~21% carbide volume)
S125V 2150°F (~27% carbide volume)
However, a full replacement of vanadium with niobium is difficult to do. Because niobium is a strong carbide former, it wants to form carbides at very high temperatures, often in the liquid steel. And if the formation temperature is too high, carbides will form in the melt before the steel can be gas atomized to form the powder. If the carbides form in the liquid they are much larger then if they form during solidification of the powder. So there is a maximum amount of niobium that can be used before this happens, somewhere in the 3-4% range. Therefore, the approach with S110V was to have a combination of vanadium and niobium to improve corrosion resistance as much as possible while avoiding issues that come along with excess niobium.
Molybdenum
S30V is not in the same wear resistance class as the other steels, but the design of that steel may have influenced the others so I included it. For example, S30V had increased Mo over the earlier S90V/S60V for improved corrosion resistance, and that trend continued thereafter with other Crucible products. However, a version of S125V with 2.7% Mo was in the S90V patent, which predated S30V, so it isn’t 100% clear in which direction inspiration occurred. Regardless, the development of S30V and S125V meant that Crucible metallurgists were well aware that Mo could improve corrosion resistance with the same level of chromium. This was not necessarily a new discovery; it was long known in austenitic stainless steels that high Mo improved “pitting resistance,” and steels intended for seawater applications typically need high Mo. 154CM, dating back to around 1959, had 4% Mo though the Mo addition was to maintain hardness at higher temperatures in bearing applications, not necessarily improved corrosion resistance. However, the patent for S110V specifically calls out 154CM as a basis of design with its 14Cr-4Mo, providing good corrosion resistance with less Cr, and that can be seen in the initial version of S110V with 14Cr-3.5Mo.
Cobalt
I previously wrote about cobalt additions in this article about VG10. That article explores a lot of aspects about cobalt because there isn’t much of a good reason to be in VG10 at all. However, there is a very specific reason that cobalt is found in S110V. When knife steel is heat treated you have to heat it to high temperature to “austenitize” the steel prior to quenching to transform the steel to hard martensite. So forming austenite at high temperature is the first required step for the final heat treatment of a knife. Different steels will transform to austenite at different temperatures. S110V is designed to be heat treated between 2050 and 2150°F so the steel would need to be austenitized in that range. Chromium, Vanadium, Niobium, and Molybdenum are all “ferrite stabilizers” which means that they raise the temperature at which austenite will form, because they stabilize the typical room temperature phase of steel and iron called ferrite. With S110V having quite a bit of each of those elements the steel cannot be fully hardened when it has no cobalt in it. This was confirmed in tests reported in the patent, where a cobalt free version had some ferrite present after heat treatment, and only reached about 54 Rc.
There are other elements that can stabilize austenite as well, notably carbon, nickel, and manganese, though those elements also increase retained austenite. Making high corrosion resistance steels with high chromium in solution also leads to more retained austenite, as explained in this article on Vanax steel. So the amount of Ni and Mn needs to be kept to relatively low levels so that a good combination of hardness and corrosion resistance can be obtained. Typically instead the steel designer increases the level of carbon to the point that the steel can be austenitized. However, more carbon means more carbides which reduces corrosion resistance and toughness, as described in this article. Instead, the inventors of S110V used cobalt, which is an austenite stabilizer at high temperatures but does not increase retained austenite when quenching to martensite, unlike Ni and Mn. This is the only example of using cobalt for this purpose in a stainless tool steel that I am aware of, and is one of the biggest innovations of S110V in my opinion.
Second Version of S110V
The patent for S110V and the original datasheet released in September 2008 (I archived it here) is the original composition labeled as “patent” in the composition table. However, a revised version of the steel was released, and the datasheet was revised in July 2010. I have seen almost no discussion of the change in composition, and I think most people are unaware that it ever changed. In fact the revised datasheet shows all of the same data for corrosion resistance, hardness, and wear resistance despite the fact that the change in composition was relatively substantial.
I don’t know how much S110V would have been made into knives before the change in composition, but it is interesting that a relatively large change was made to the steel but without a name change. I have asked current Crucible metallurgist Bob Skibitski as well as the main inventor on the patent, Alojz Kajinic, and neither knew why the change was made as they were not directly involved with it. However, I have some speculation about why the composition was changed.
The changes were likely made to improve “manufacturability,” such as issues with gas atomization, forging, or annealing of the steel. One change to S110V was a reduction in Nb from 3.5% to 3%. As mentioned in the niobium section, there are limits to niobium alloying with typical powder metallurgy steel production. It could be that Crucible decided that the niobium was too close to the danger zone. Whether this was due to a problem that was observed in production or simply being cautious I am not sure. I don’t know of any other powder metallurgy steels that even have as much as the 3% in the current version of S110V.
The reduction in Nb may have led to the other changes in the steel. Since Nb improves corrosion resistance by helping the Cr go further, they may have attempted to compensate for the reduction in Nb by increasing the bulk Cr from 14% to 15.25%. But the chromium increase was more than was necessary to achieve a similar amount of chromium in solution (see the table below), and they also decreased the Mo content by a similar amount to how much the Cr was increased (from 3.5 to 2.25%), so the reason for that change is not completely clear to me. Perhaps they identified high Mo as an issue as well, such as difficulty in annealing or excessive hardenability leading to cracking during cooling after forging. With increased Cr in solution, but decreased Mo, it is not clear which version would have superior corrosion resistance. In previous corrosion testing I performed, I found that the effect of Mo topped out at a certain level, but it would be surprising if Crucible also came to a similar conclusion.
The cobalt content was increased from 2 to 2.5%, likely based on updated estimates of how much austenite stabilization is necessary after the changes to Nb, Cr, and Mo. Or maybe they thought it gave a bit more “factor of safety” to ensure full austenitization would be possible. In older versions of ThermoCalc it showed that S110V with 2% Co would be fine, which Crucible would have been using at the time, but newer versions show a small amount of ferrite at 2150°F, around 4%. If they found a small amount of ferrite in S110V that would have contributed to the decision to increase Co, of course.
In terms of carbide differences, the total carbide content was slightly increased in the final version, primarily from an increase in chromium carbide (labeled M7C3 below). This would likely make the new version marginally worse in terms of toughness-wear resistance balance, as the original version had a higher proportion of NbC and VC and slightly less overall carbide.

Experiments on S110V
All of the following experiments were performed on the later version of S110V, as that is all that is available to purchase. My guess is few heats of the original composition were ever produced, so experiments on that version are mostly academic at this point.
Hardness and Heat Treatment
I haven’t performed a full range of heat treatment experiments on S110V, but comparisons with S90V show the two heat treating relatively similarly. Both are capable of very high levels of hardness. See more hardness measurements of S90V in this article.
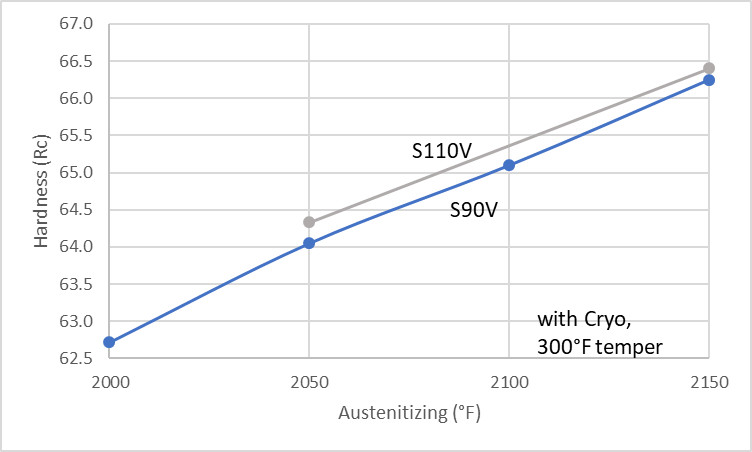
As a side note, both the original and new version of the S110V datasheet shows the following for heat treatment/hardness data:
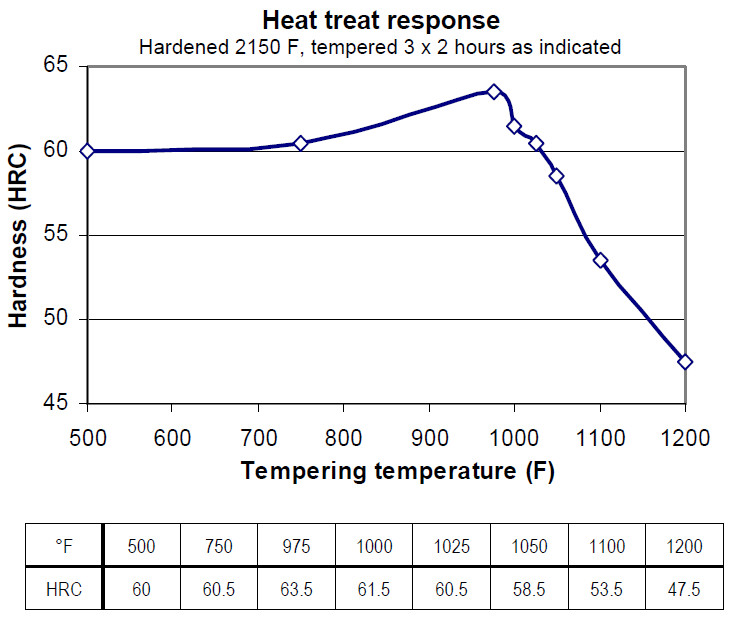
However this primarily shows the hardness that results in the upper tempering range, where Mo has the biggest effect on hardness. The reduction in Mo from the original version (3.5%) to the final version (2.25%) likely means that these values are no longer accurate.
Edge Retention
I did a large number of edge retention experiments which were summarized in this article, and I also added M398 which was discussed here. This uses a standard rectangular knife ground to 0.015″ prior to putting a final edge of 15 dps with a 400 grit CBN matrix stone. The results can be seen below.
S110V has very high edge retention, as expected, being similar to CPM-10V. However, what is surprising is that it did worse than S90V. S110V is essentially S90V with more C, Cr, Co, Mo, and Nb, and it is difficult to think of scenarios where adding more of those elements would lead to reduced edge retention. This does not appear to be an issue of experimental variability as none of the tests performed on S110V resulted in as high values as the average result of S90V (each was tested 3 times). In my original edge retention article I speculated that perhaps the smaller carbide size was the difference and I made some comparisons with the size of the abrasive particles used in the testing. But I still don’t know for sure why S110V wasn’t as good as S90V in testing. Regardless, the edge retention of the steel is high and perhaps worrying about whether or not it is as good as S90V isn’t of practical use.
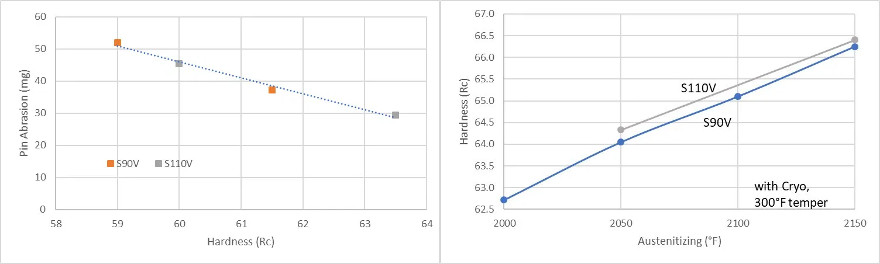
In Crucible’s wear resistance testing of the original S110V, they show the following chart for wear resistance, that appears to show an improvement over S90V:
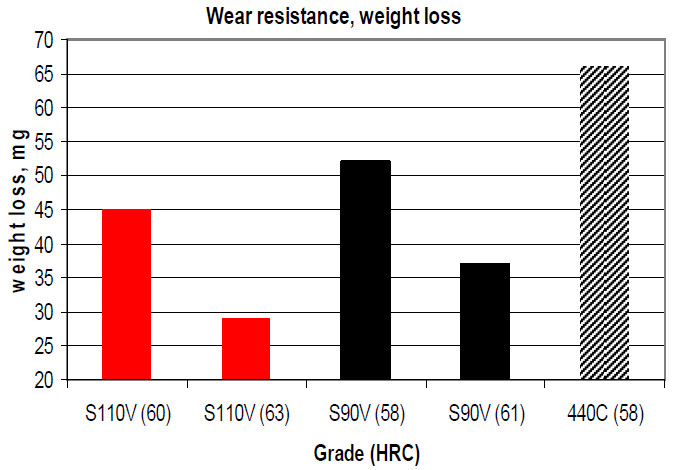
However, if you plot those values versus hardness it becomes apparent that the two steels have the same wear resistance:
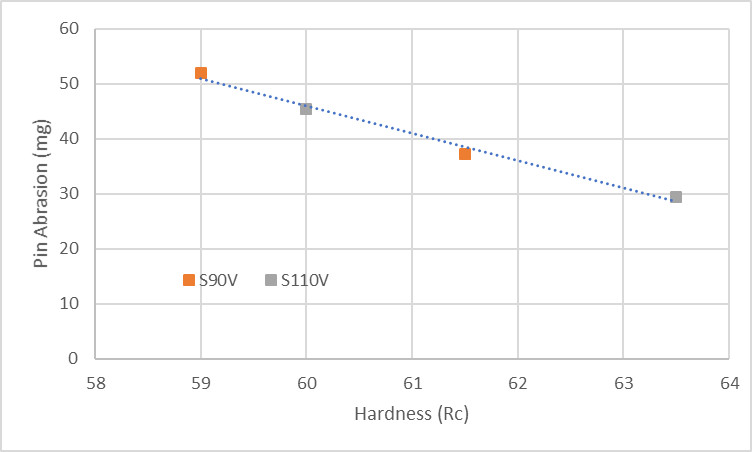
So Crucible’s data shows that there was no improvement in wear resistance from S90V to S110V, which lines up relatively well with our edge retention testing. However, Crucible’s testing was with the original S110V which, as I described before, would have a greater proportion of NbC and VC carbides for wear resistance.
Toughness
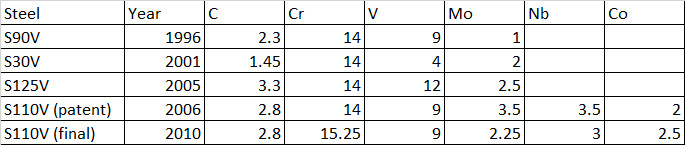
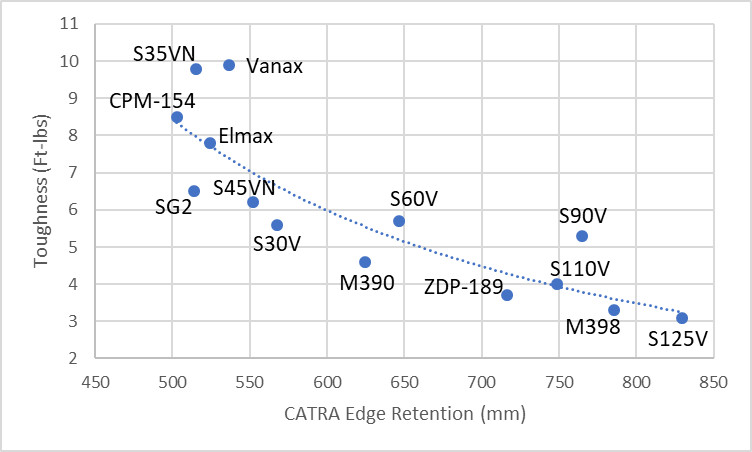
I tested two conditions of S110V, one austenitized at 2050 and another at 2150°F, with both tempered at 500°F. These heat treatments all included a cryo step after quenching. Somewhat surprisingly, they both resulted in identical toughness despite the higher austenitizing temperature leading to higher hardness. In heat treatments of S30V, S35VN, S45VN, and SPY27, an increase in austenitizing temperature was found to increase both hardness and toughness, so this result would be consistent with that. However, this steel has high hardness and corrosion resistance which can mean excess retained austenite which sometimes leads to inflated toughness values. This behavior was seen with M390 when austenitizing too high. And with some users reporting difficulty in deburring S110V (usually means high retained austenite), I’m not sure I would actually recommend heat treating S110V from 2150°F despite the apparent superior hardness-toughness balance.
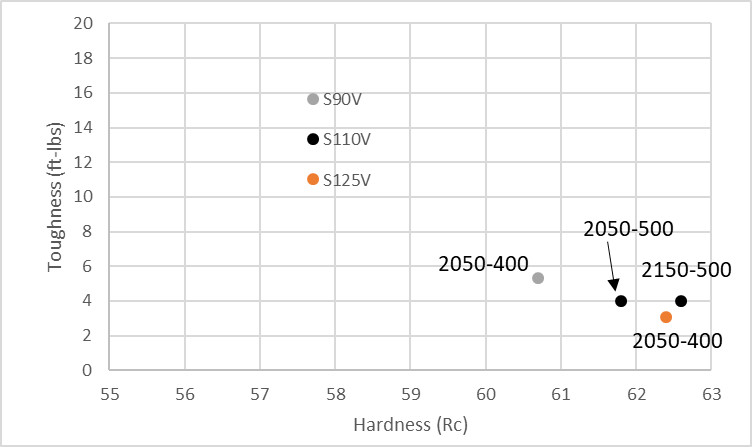
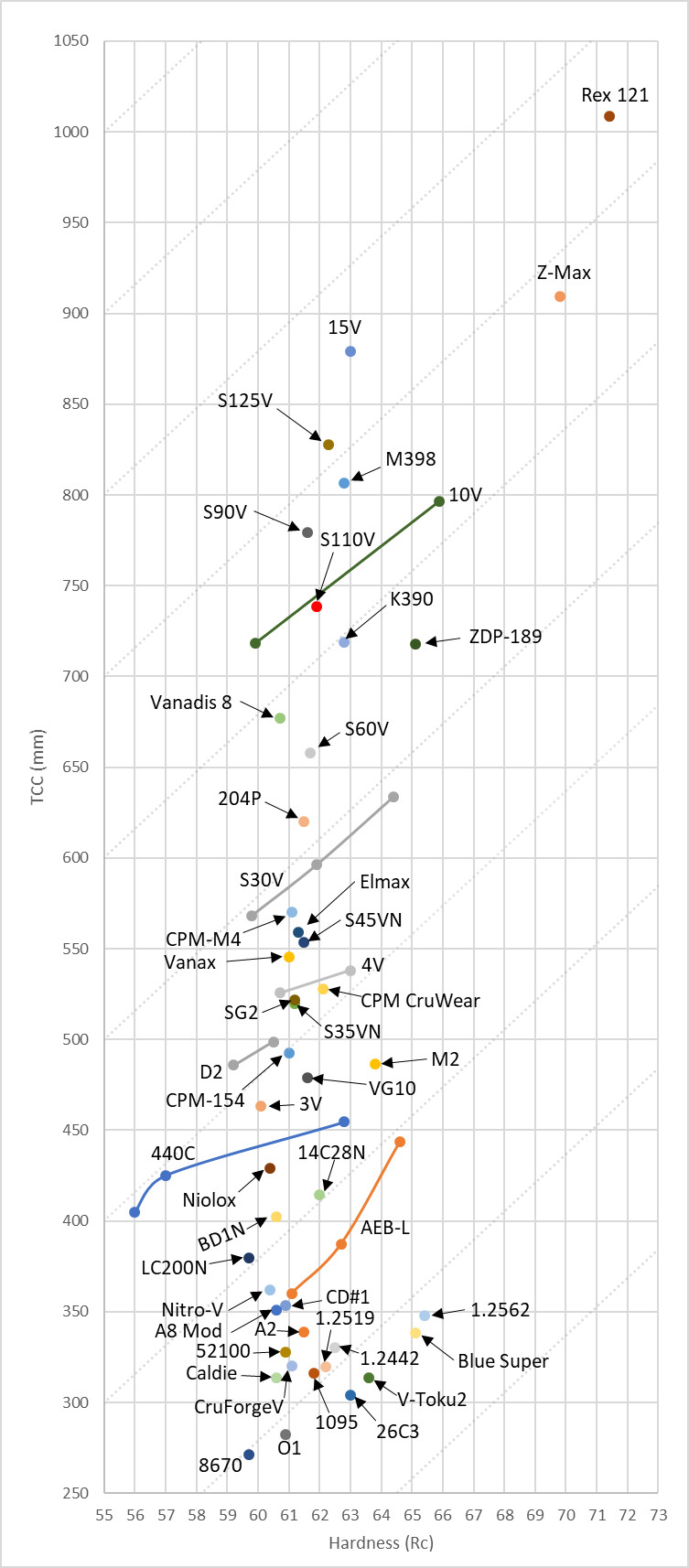
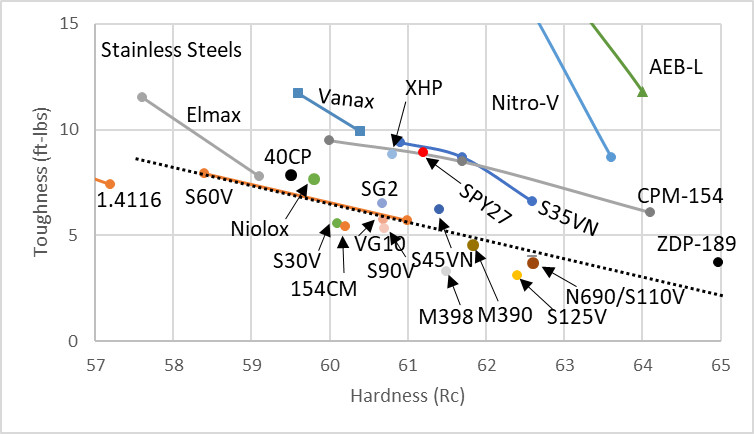
Below I have plotted the steel also in relation to other stainless steels along with a hardness-toughness trendline from S60V. You can see that S90V and S110V are along a similar trendline (only the 2150 condition of S110V is shown). So it could be that S110V has similar toughness to S90V, but also recall that the 2050 condition led to lower hardness with no improvement in toughness. So more heat treatments would have to be tested to see if greater toughness at lower hardness could be achieved. So being conservative we would say that S90V is tougher than S110V which has higher toughness than S125V. This makes sense because of the lower carbide content of S90V, while the smaller carbides of S110V provides better toughness than S125V despite the similar carbide content. S90V and S110V both offer superior carbide structure and toughness when compared with M398.
Corrosion Resistance
In my original corrosion resistance experiments with 1% saltwater I found S110V to have very good corrosion resistance, certainly a significant upgrade over S90V and S125V, and being similar to M390, another grade with very good corrosion resistance. This improvement in corrosion resistance was expected based on the modifications with Nb and Mo that were described earlier. And in the more recent comparison directly with M398, S110V again performed similarly.
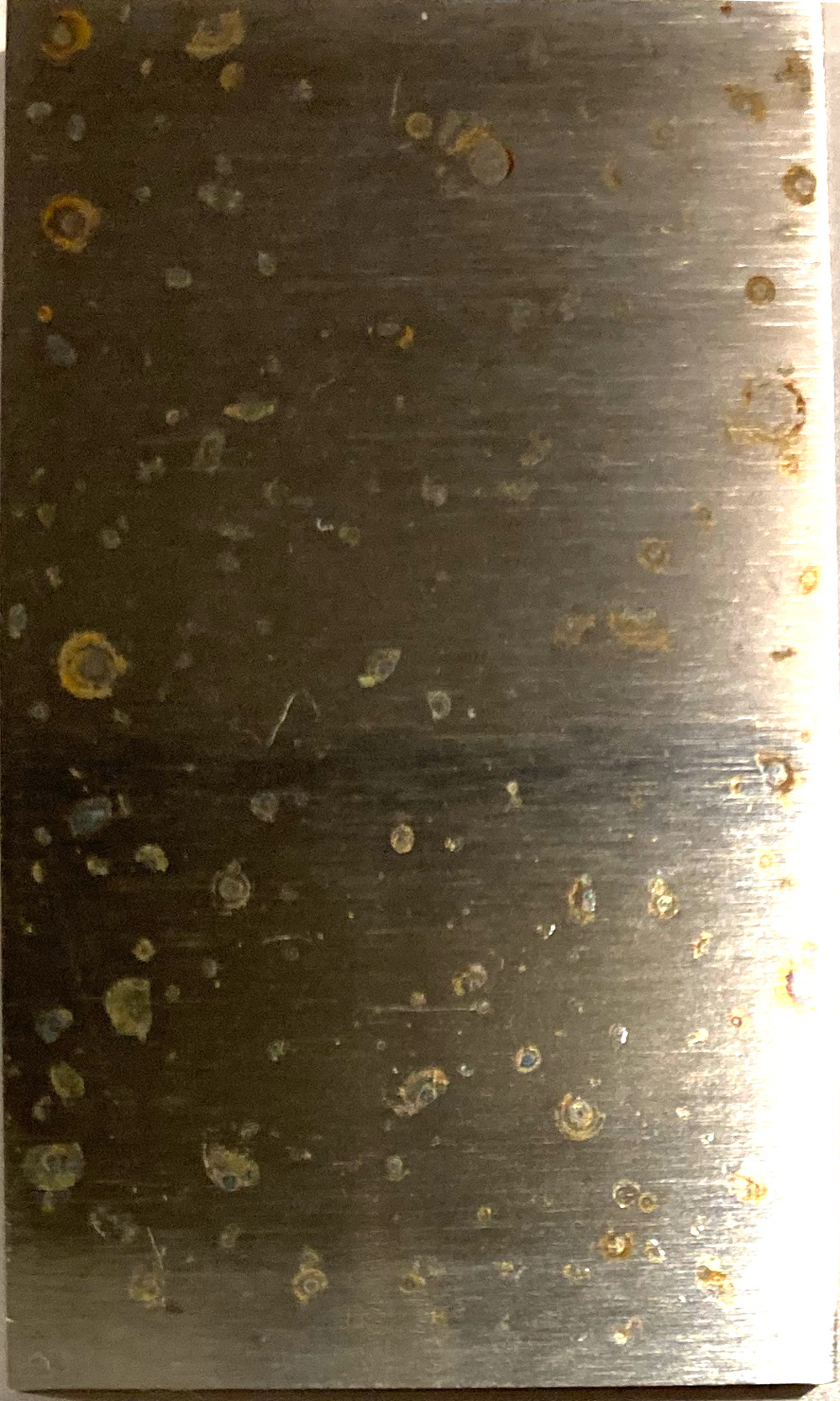
S110V

M398
S90V
S125V
S110V vs S90V and M398
As I wrote in my M398 article, I am not a big fan of the steel because of its coarse structure and relatively low toughness. It does offer the best sharpenability of the very high edge retention stainless steels because of less vanadium carbide, however, and it also has very good corrosion resistance. Therefore, I see the main choice being between S110V and S90V for best very high edge retention stainless. This choice comes down to how important corrosion resistance is to the application. S90V offers somewhat better toughness and edge retention making it more balanced for applications that need only medium corrosion resistance. If more corrosion resistance is required then S110V is the way to go. If better toughness than S90V is desired then it would be best to move to lower edge retention steels like S35VN and Vanax. Or very high toughness with AEB-L or 14C28N. Note that the values below are normalized to the hardness of the tested toughness specimens. For example, S90V edge retention is closer to M398 when at the same hardness.
Summary and Conclusions
S110V is a very interesting steel because of the innovations that went into its development, including a niobium addition for improved carbide structure and corrosion resistance, and cobalt addition to ensure it could be heat treated despite the excellent corrosion resistance. There was a somewhat surprising and little discussed composition change with S110V, for mostly unknown reasons (though probably related to manufacturing). The steel has good properties including high edge retention and corrosion resistance along with decent toughness. S110V and S90V are my favorites in the very high edge retention stainless steel category, depending on the level of corrosion resistance that is necessary for the application.
Very interesting article. There is another aspect of S110V vs S90V that I would like to mention. This is not scientific, bit here goes. I have two Spydercos in S110 and a Benchmade in S90. I can get the S90 much sharper than the S110. Try as I might, I can’t get S110 to push cut paper at right angles. But I can get the S90 decently sharp. Not as sharp as steels like AUS8, but pretty sharp. But not S110.
Same techniques and tools – DMT plates, ceramic rods, diamond paste strops. With S110 you have to battle burrs just like S30. But S30 at least eventually gets sharp, S110 never does (for me).
I don’t know the cause but I’m convinced it’s a real effect.
This dimension of sharpenability strongly affects my choice of steels. I won’t buy S110 anymore even though I admit it is good on paper.
This is exactly why I don’t evaluate production knives to compare steels. As mentioned in the article deburring is mostly an effect of retained austenite, and the recommended heat treatment for the steel isn’t necessarily the best for avoiding it. My S110V CATRA knife has no issues with getting sharp or in deburring it.
Right on, good point, knife maker’s don’t frequently Optimize the heat treatment of the blades that they produce, therefore consumers of said products don’t frequently receive a good representation of any given Steel that they spent extra money to purchase in the 1st place, a totally disgusting trend that’s been going on in the knife industry literally for decades 🙄
This might be happening because the knives are from different manufacturers, using different heat treat and blade grinds?
I have 3 spyderco Native 5’s in S110V, S90V and in Maxamet.
They have the same blade grinds, and they are heat treated and processed by the same manufacturer, of course.
Sharpening them all on diamond resin stones, and stropping with diamond paste on leather ends in a hair whittling edge on all 3 knives (including the S110V)
I find the same edge retention results as Larrin, the S90V edge retention is better than the S110V.
I have not had hardness testing done on the S90V or S110V, only on the Maxamet, but I assume that Spyderco has a similar hardness level in both S90V and S110V.
I have 2 spydercos in 110 and maxamet as well, and they have crisp edges as well. I gotta ask what your hardness test results were.
Does anyone know (and be allowed to share) if syderco (or any other commercial knifemakers) use the low range tempering temperatures Larrin reccomends with high speed type steels in cutlery applications. The reasoning and test results seem totally convincing, but I can imagine companies preferring to stick with the steel makers reccomended heat treatments.
My Native 5 in Maxamet is the only one of my 3 Native 5’s that I have had Rockwell tested and it came in at 67 HRC.
Very insightful 👏
If the problem of adding Niobium is just clogging atomization why they didn’t just use larger nozzles ?
regarding the problem of formation of large carbide particles , isn’t ball milling considered the most effective way to refine the carbides down to optimum size for edge retention/toughness combination ? all powder metallurgy fabricated by hot isostatic pressure which is sooo expensive , adding a ball milling step just add a little to the cost .
I didn’t mention clogging of the nozzle in this article as that is not the only issue. Once the carbides have formed in the melt they are significantly larger than if they form during solidification of the powder, reducing toughness. Ball milling is used to refine carbides when they are added directly to powder, such as adding tungsten carbide to steel powder prior to HIPing. That method has its own issues such as many carbides clumping together, in general PM steels have a more uniform microstructure.
The corrosion performance didn’t seems impressive . is there is a heat treatable knife steel have a corrosion resistance equal to 316 or even 304 steels ?
the effect of cobalt on raising martensite start temperature inspires me an idea . why didn’t just replace the nickel in 316 steel for example by cobalt to make such steel “hardenable” ? adding niobium carbide “if all regarding problems solved” to this steel can push hardness/edge retention to a very high numbers . I imagine a steel combining the corrosion resistance of marine-grade 316 stainless steel with the edge resistance of M4 , 15V or even Rex121 in the near future . this should be called “super steel” .
There are no knife steels with corrosion resistance equal to 316, perhaps Vanax or LC200N approaches 304 but it depends on what type of test is being performed. Replacing nickel with cobalt in 316 would not make it hardenable has it would still need significant amounts of carbon to form hard martensite. Matching 316 corrosion resistance while also reaching 60+ Rc would be very difficult even with cobalt. Plus cobalt reduces toughness, especially when used in amounts greater than 5%.
There is hardenable stainless steels with just 0.03% carbon . but the hardness is limited to only ~ 35 HRc . maybe if alloyed with niobium carbide the hardness will be raised somewhat .
I used Jmatpro software to calculate a steel with the same compostion of 316 stainless steel : 18%Cr + 2%Mo but with replacement of nickel with only 5% cobalt and 0.5% carbon . the results says that the retained austenite was only 7% . I didn’t know how realistic is Jmatpro but I’m sure that 0.5% carbon should secure 55-60 HRc hardess . and again adding fine carbides will adds to both hardness and edge resistance .
That sounds low to me though I haven’t used JMatPro in the past to predict retained austenite. I have a spreadsheet of all of the heat treatments I have done in the past along with ThermoCalc estimates of elements in solution. I then calculate Ms and plot vs hardness to see where hardness starts to drop from excess RA. Using the numbers 0.5% carbon and 18% Cr Ms is too low for avoiding excessive retained austenite. I would estimate more like 0.3% carbon would be the limit with that much chromium. Maybe 0.4% if the effect of cobalt is linear to increase Ms. Also be careful that all of that is in solution at the austenitizing temperature you calculated for. What austenitizing temperature did you use?
I use very high temperature of 1220°C (2228°F) to ensure all carbides are all dissolved . using 5% Ni instead gives Ms of about -66°C (-87°F) .
The matrix of high speed steels contains only between 0.4-0.6% C , so 0.5% C seems to be enough for reaching high hardness . an example is an old grade called vasco MA the matrix of M2 steel . vasco MA which contains only 0.5% C reach a maximum of 62 HRc while the M2 can reach 65-67 HRc due to presence of about 10% volume of undissolved carbides . most of these carbides are of M6C type while only 1.7% by volume is vandium carbides . there is no doubt that if all of these 10% carbides are vanadium or niobium carbides instead of mostly M6C carbides which are much softer the hardness will be increased slightly , while the edge resistance will be increased greatly and still retaining the same toughness .
Larrin, you could put your book’s cover photo on the top right cornor of every page with hyperlink, like the wood-database dose.