Category: Steel and Knife Properties
2 thoughts on “Steel and Knife Properties”
Leave a Reply

Why Cold Steel Is Brittle
Thanks to Tracy Mickley from becoming a Knife Steel Nerds Patreon supporter!
Effect of Temperature on Strength
Steels become stronger at lower temperatures. This can be measured with the “yield strength” which is the load to permanently deform the steel. This deformation is in the form of a shape change, ie. if you are bending steel it stays bent, when hammering hot steel it dents, when flexing an edge it rolls. This is perhaps easier to visualize for those that have forged steel because hot steel is easier to forge, and is progressively more difficult to forge as it cools down. This increase in strength at lower temperatures continues below room temperature, so steel at cryogenic temperatures is stronger than at room temperature. Here are values for yield stress for 410 stainless steel heat treated to 39 Rc [1]:
Cryogenic Processing of Steel Part 3 – Wear Resistance and Edge Retention
Thanks to Ian Rogers for becoming a Knife Steel Nerds Patreon supporter!
Intro to Cryo and Wear Resistance
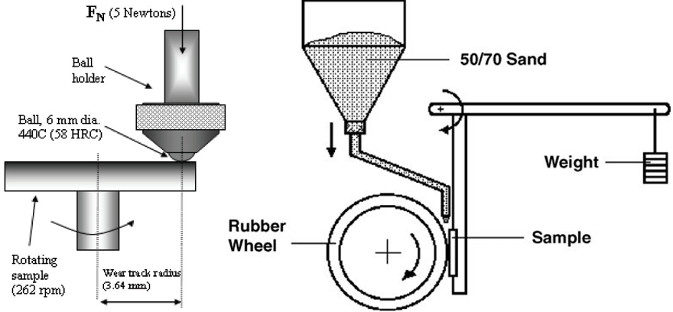
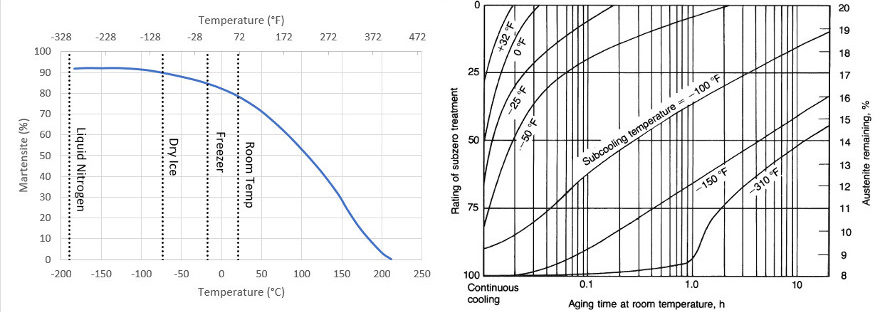
In Cryogenic Processing Part 1 I covered the effects of cryo on retained austenite and hardness. In Cryogenic Processing Part 2 I looked at the studies on cryo and toughness. Wear resistance is the most controversial aspect of cryogenic processing of steel. In particular there are claims that the use of cryogenic processing (liquid nitrogen) leads to an improvement in wear resistance that is not found with subzero processing (dry ice). Sometimes it is claimed that cryo can lead to massive increases in wear resistance [1]:
Cryogenic Processing of Steel Part 2 – Toughness and Strength
Thanks to Gator, Russell Dodd, and Matt de Clercq for becoming Knife Steel Nerds Patreon supporters!
Introduction
Part 1 of the Cryogenic Processing series covered the transformation of retained austenite to martensite and the increase in hardness that occurs. That is the least controversial aspect of cryogenic processing of steel. The other two primary properties of steel affected by cryo processing are toughness and wear resistance. Both of these properties can be difficult to pin down as they have high variability. Tool steels are known for their relatively poor toughness which means we are often comparing small numbers.
Detour – Tempering
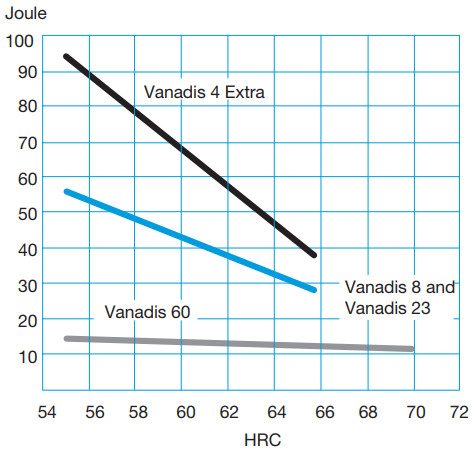
One important interrelation to keep in mind with subzero and cryo studies is the transformation of retained austenite in tempering. With sufficiently high tempering temperatures all/most of the retained austenite is transformed without any cold treatment. This depends on the alloy content, as low-alloy 52100 will have lost its retained austenite with a 500-600°F temper while high alloy steels need over 900°F. You can read more in the article on tempering. With high alloy steels the loss of retained austenite also coincides with “secondary hardening” which is a high temperature tempering treatment that increases hardness [1]:
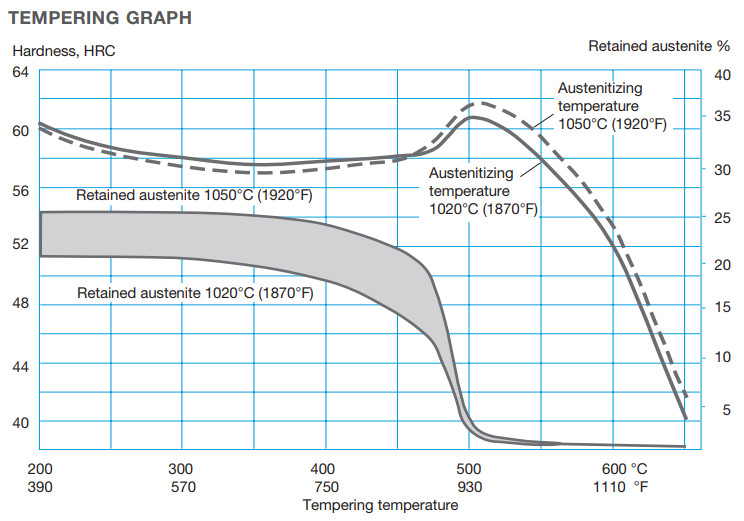
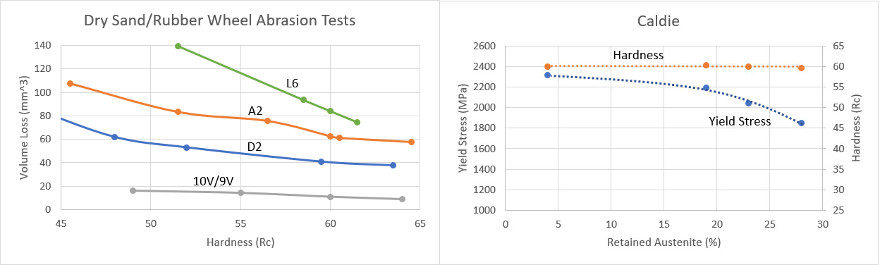
Above is a tempering chart for Caldie steel (0.7C-5.0Cr-2.3Mo) which shows both hardness vs hardening temperature and also retained austenite. You can see that at low tempering temperatures (<400°C) the retained austenite is basically constant. You can also see that the hardness decreases with higher tempering temperatures up to about 350°C and then it increases to a peak at around 520°C (950°F). Therefore tempering in the secondary hardening region above 400°C can lead to both high hardness and also the elimination of retained austenite.
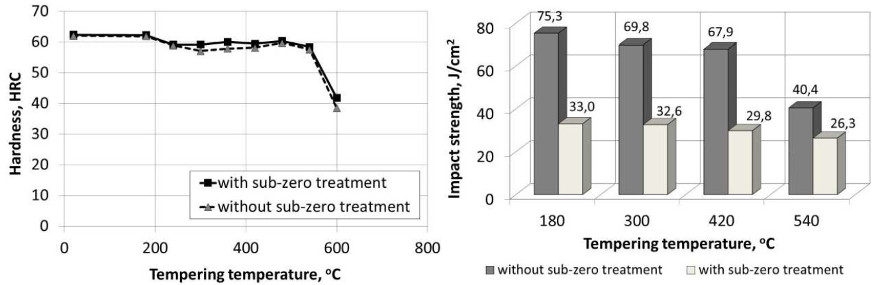
Subzero or cryo processing prior to tempering also shifts the tempering-hardness curve to lower temperatures when using the secondary hardening range of tempering [2]:
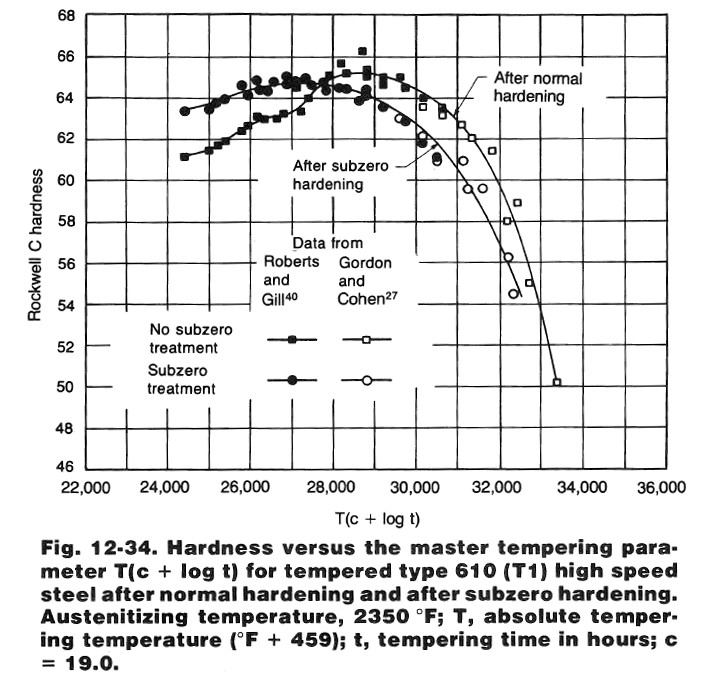
This means that in general, a lower tempering temperature is required to achieve the same hardness level with secondary hardening. Using the same tempering temperature as without a subzero treatment will lead to a greater degree of tempering. More tempering can be good or bad depending on the situation. Excessive tempering can lead to coarsening of tempering carbides which can reduce toughness. However, if the tempering was insufficient without subzero, the use of subzero processing may increase toughness due to shifting the “optimal toughness” range.
Toughness
In an earlier article where we tested the effects of heat treatment on Z-Wear toughness
Cryogenic Processing of Steel Part 1 – Maximizing Hardness
Thanks to Hiroaki Misono and Robert Venable for becoming Knife Steel Nerds Patreon supporters!
Heat Treating and Austenitizing
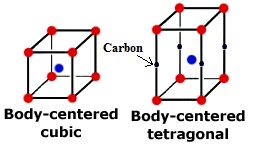
During heat treatment of steel, the steel is heated to a high temperature called the “austenitizing” temperature where a phase called austenite is formed. Steel has different phases which refer to different arrangements of iron atoms within the steel. Austenite has a different set of properties from the typical room temperature phase of steel. One example of the different properties of austenite is that it is non-magnetic unlike the room temperature ferrite or martensite.
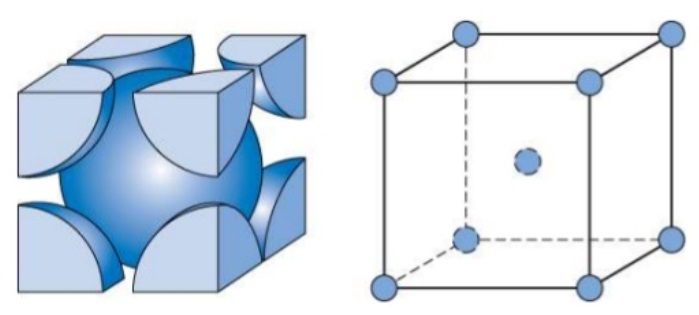
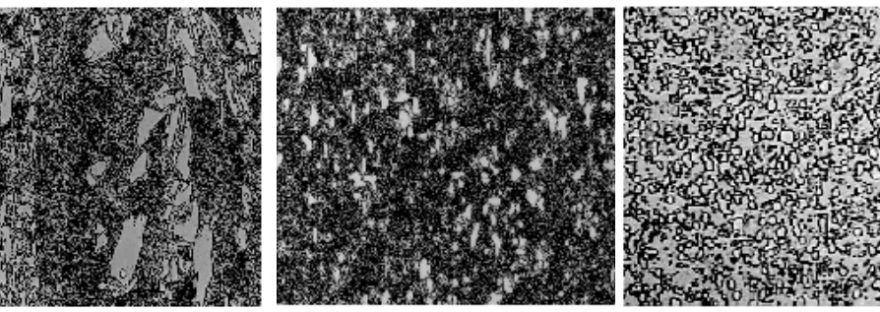
Room temperature iron/steel – Ferrite – Body Centered Cubic Atom Arrangement
High temperature iron/steel – Austenite – Face Centered Cubic Atom Arrangement
After holding the steel at the high austenitizing temperature, the steel is then rapidly quenched which transforms the steel to a phase called martensite which has high hardness. It gains its high hardness because carbon is trapped in between the atoms which makes the room temperature phase martensite as opposed to the soft ferrite.
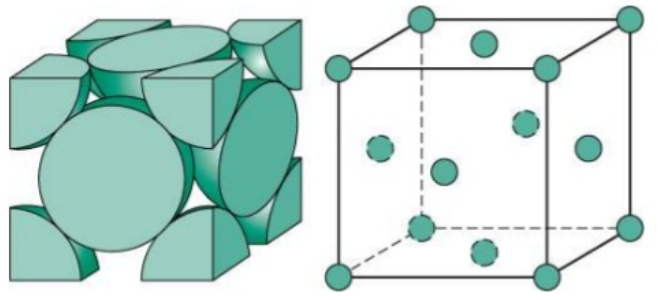
Normal soft room temperature ferrite on the left and hard martensite on the right
Which Steel Has the Best Edge Retention? Part 2
Thanks to Chad Kelly, Isaiah Schroeder, and mflgrmp for becoming Knife Steel Nerds Patreon supporters!
Background Information and CATRA Curves
Make sure you read Part 1 first so that you understand all of the background information for this article.
Below I have another Youtube video of CATRA testing so that you can see how the curves are generated during testing.
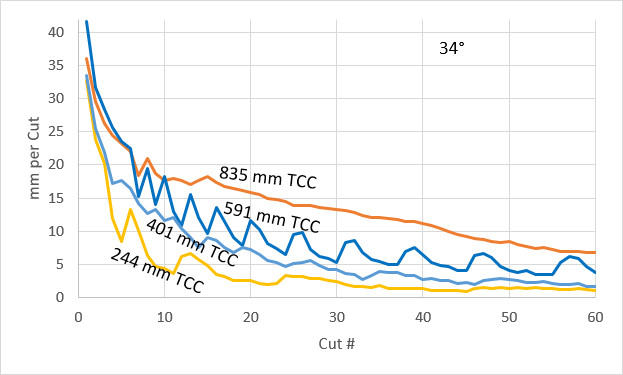
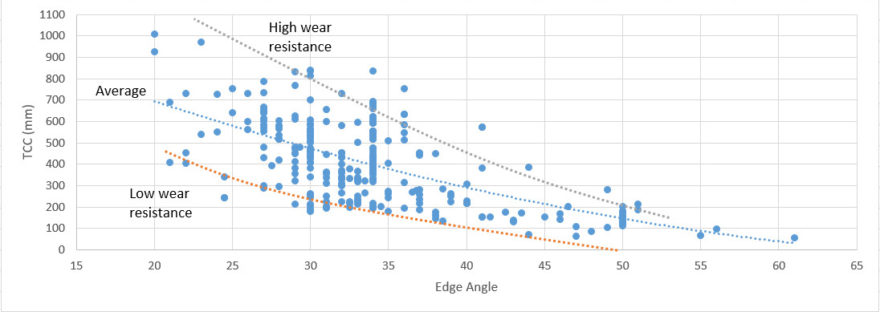
You can get a feel for how differently these steels cut by plotting a few of them together with the same edge angle. The top curve is a high wear resistance steel which cut 835 mm of cardstock after 60 cuts, which is the TCC value (Total Cardstock Cut). The 244 mm is a medium-low wear resistance steel which shows much more sharpness loss than the higher wear resistance steels.
Edge Radius During the CATRA Test
I’m not sure where in the test the average person would decide that the knife needs to be resharpened, but I would guess that it is before cut 60 because the CATRA test wears the edge pretty significantly. In CATRA tests performed by Verhoeven [1] the edge radius was reduced from ~0.5 micron all the way to 3-5 microns after only the second cycle (note he calls the cycles strokes):
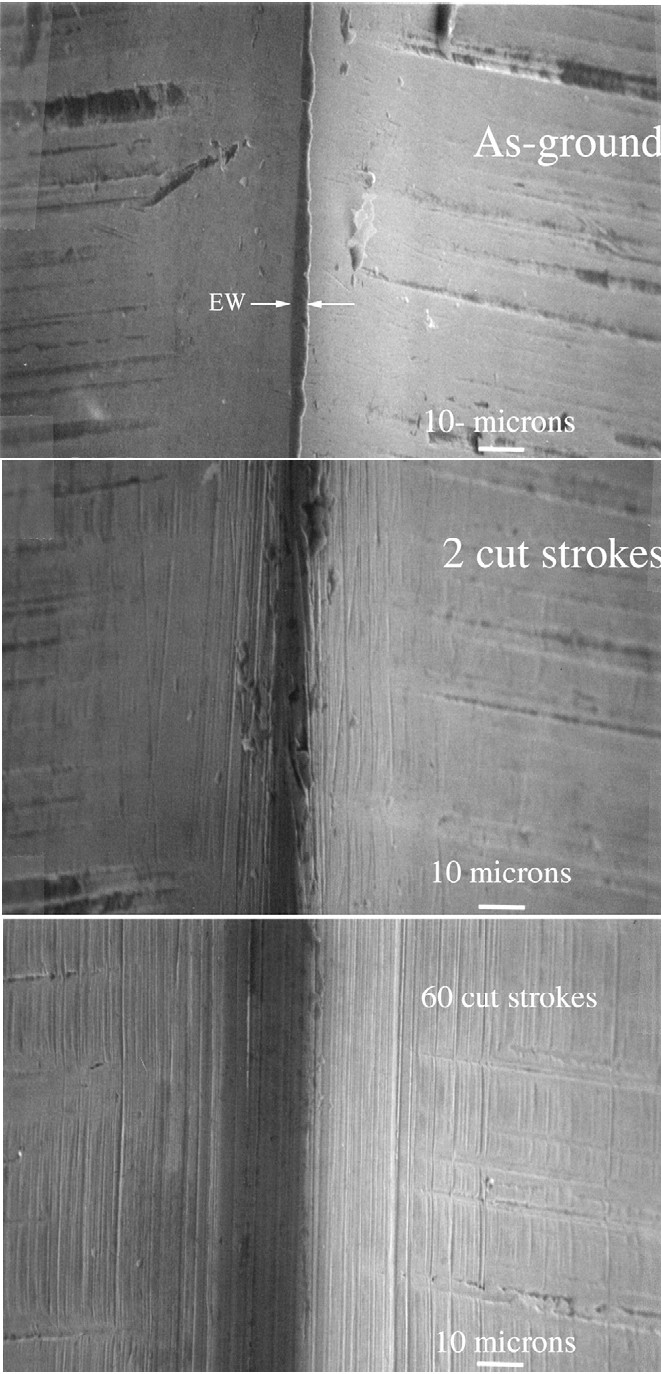
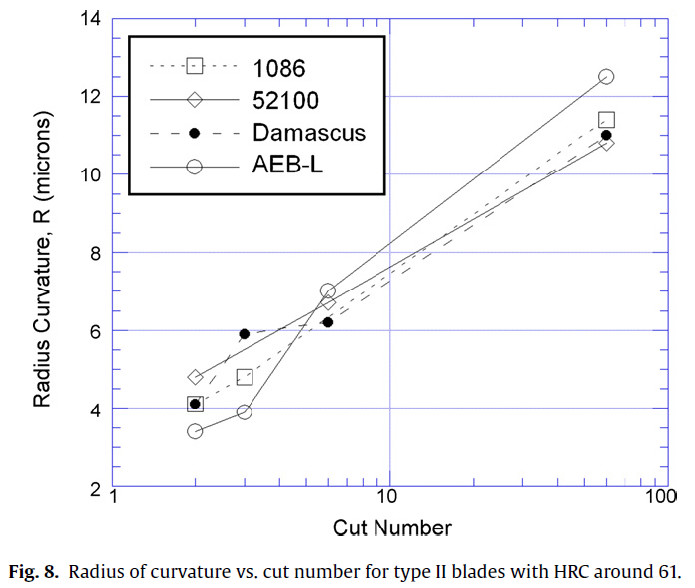
The tests performed by Verhoeven were with low wear resistance steels (AEB-L, 52100, 1086, and Wootz) but it still shows the relatively significant wear that occurs with the CATRA test. In the CATRA article on 154CM, it was found that the edge width (rather than radius measured by Verhoeven) was increased to 23 microns with a 20° edge angle and the 50° edge to 17 microns, which is quite dull. A ten micron edge width has been reported previously as a dull edge that needs sharpening [2].
Regression Factors Analysis
In part 1 I described the process by which we calculated the relative factors that affect edge retention which resulted in the equation below. CrC is a general term to refer to either Cr7C3 or Cr23C6 chromium carbides. CrVC is a general term to refer to M7C3 where M can be either Cr or V; when vanadium is added to a high chromium steel the chromium carbides are enriched with vanadium which increases the hardness of the Cr carbides. MC can refer to either vanadium carbides (VC) or niobium carbides (NbC). MN can refer to either vanadium nitrides (VN) or niobium nitrides (NbN). CrN refers to chromium nitrides. The formation of these particles is controlled primarily by the composition of the steel and secondarily by processing and heat treating. The equation below and the tables in Part 1 and here in Part 2 come from journal articles and books that have reported the carbide fractions after heat treatment.
TCC (mm) = -157 + 15.8*Hardness (Rc) – 17.8*EdgeAngle(°) + 11.2*CrC(%) + 14.6*CrVC(%) + 26.2*MC(%) + 9.5*M6C(%) + 20.9*MN(%) + 19.4*CrN(%)
Carbide Hardness
Taking an average value of the hardness of each carbide type we can compare between carbide hardness [3][4] and the calculated coefficient. Below I have plotted the carbide hardness in vickers (Hv) on the x-axis vs our calculated coefficient in the equation above for the relative contribution to edge retention for each carbide type. We get a very good correlation, demonstrating that carbide hardness strongly controls the effect of a carbide on slicing edge retention:
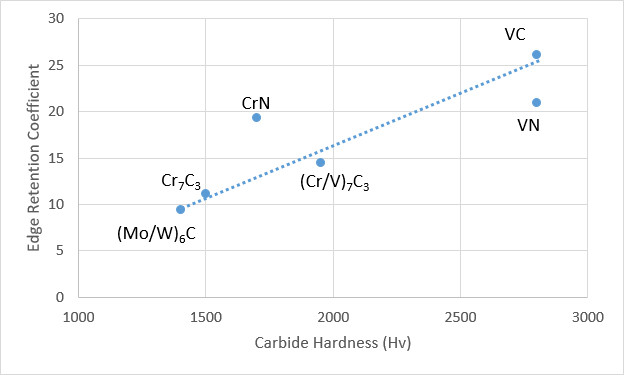
The coefficient for VC (listed as MC in the equation) is somewhat higher than the nitrogen version (VN or MN) despite their reported similar hardness [4]. Either the VN is actually somewhat softer or this is due to the VN coefficient being based on only two CATRA tests on one steel (Vanax 35). Either way it appears to be qualitatively accurate. Another possibility is that there may be some formation of V2N or chromium carbide/nitride which is lower in hardness than VN. The value for CrN also falls off the trend line of the others but that value comes from only one steel, Cronidur 30, and would likely change if further tests were performed. The M6C value is based on only two steels, CPM-M4 and M2, which both get wear resistance from VC so the accuracy of the M6C coefficient could definitely be improved with other high speed steels. No simple carbon steels with Fe3C cementite were tested which would be nice to add to the regression. Due to the low hardness of cementite it would be expected to have a relatively low value. This is confirmed by the Verhoeven study comparing 52100, 1086, and AEB-L where AEB-L with chromium carbides had superior edge retention to 52100 and 1086 with cementite [1]. If we extend the trendline in the plot above to the hardness of cementite we would estimate a coefficient of 5, or about half of chromium carbide. Experiments would be necessary to confirm that. Another interesting set of tests would be on the low-alloy tungsten steels such as the Blue series, V-Toku series, F2, O7, etc. The tungsten carbides in those steels are reported to be the very hard WC so it would be nice to know if that carbide improves edge retention to the same extent as VC. They are relatively niche steels so they have not received as much study as many tool steels and stainless steels. I wrote about these low-alloy tungsten steels
in an earlier article on this site
Which Steel Has the Best Edge Retention? Part 1
Thanks to Mark McKinley and Alfredo Faccipieri for becoming
Knife Steel Nerds Patreon
Rockwell Hardness is the Megapixels of Knife Steel Specs
Thanks to Michael Drinkwine for becoming a Knife Steel Nerds Patreon supporter!
Hardness and Megapixels
In the early-to-mid 2000’s with digital cameras and somewhat more recently with smartphone cameras we had the battle of megapixels. The number of megapixels is simply the number of pixels that are captured by a digital camera. When we had 0.3 megapixel cameras the pictures were quite blurry and jumping up to 2 or 3 megapixels made a big difference. However, when comparing 5 to 7 megapixels the quality of the image was much more likely to be controlled by the quality of the lens and sensor than simply the number of megapixels. Despite that, megapixels became an easy marketing point because it is a simple number to present to the public. We haven’t seen rockwell hardness climbing for no reason other than marketing, but it is one of the few simple numbers that are used to advertise for a knife. Therefore it is often misunderstood by knife buyers, and yes, even some knife makers. In this article I cover some simple reasons why hardness is not as important as other factors for predicting most steel properties. And then we get into the nitty gritty with why hardness is not always the same as strength and how heat treatment can affect strength independent of hardness.
Intro to Rockwell Hardness
Rockwell hardness is a simple test for checking the relative strength of materials. It works by indenting steel with a fixed load and measuring the distance that the indenter travels into the steel. It is commonly used by knifemakers, heat treaters, and knife companies. Often the hardness value or a range of hardness is given along with a knife, ie 58-60 Rc or 59 Rc. Hardness correlates well with strength, which tells us how resistant the material is to permanently deforming. With thin edges on knives, resistance to deformation is important to avoid rolled edges. Higher hardness also correlates with higher wear resistance and lower toughness. However, there are times when this hardness value can be misleading. I have summarized a few of those cases below:
Toughness
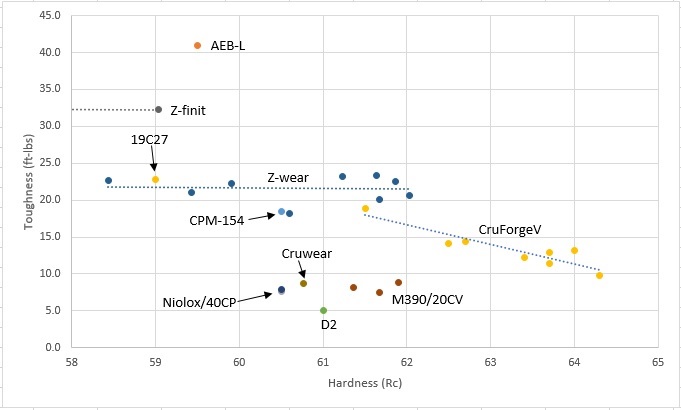
Higher hardness/strength reduces the toughness of steel. Toughness is the resistance to fracture or chipping which you can read more about in this article. However, there are more factors that control steel toughness than just hardness. For one major example, the amount and size of carbides present in steel greatly controls the toughness of steel, as carbides are very hard brittle particles that promote fracture [1]. Therefore, hardness cannot be used as a proxy for toughness. A 62 Rc steel of one type may be tougher than another at 58 Rc.
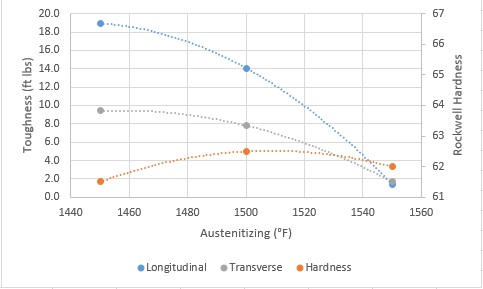
Even if we focus on only one steel type, different heat treatments can lead to different levels of toughness at the same hardness. If a steel is austenitized at too-high a temperature, toughness can be greatly reduced. You can read more in this article on austenitizing. In our toughness testing of CruForgeV, we even found a rather sharp drop in toughness even when using an austenitizing temperature recommended by the datasheet, from 14 ft-lbs with 1500°F austenitize to less than 2 ft-lbs with 1550°F:
Wear Resistance
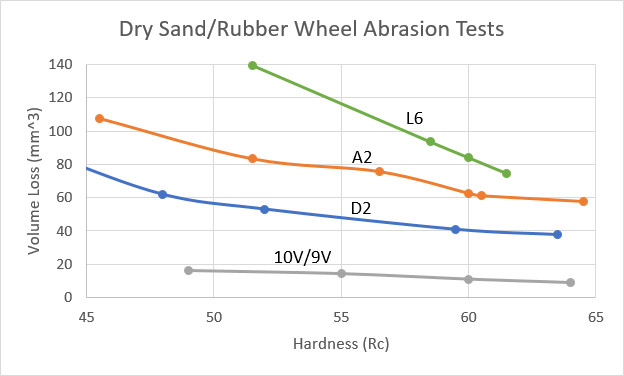
Higher hardness increases wear resistance [2][3][4][5]. However, just like toughness the carbides cannot be ignored. The high hardness of carbides leads to improved wear resistance even when the steel may be at a lower hardness. Wear resistance correlates with slicing edge retention. Therefore, hardness should not be used as a proxy for wear resistance. L6 is a low alloy steel with relatively soft iron carbides (cementite). A2 and D2 contain harder chromium carbides but D2 with its 15% carbide is more wear resistant than A2 which has about 1/3 as much carbide. 10V and 9V have a similar amount of carbide as D2 but have the much harder vanadium carbide for better wear resistance. Cementite is about 1000 on the Vickers hardness scale, chromium carbide 1500 Hv and vanadium carbide 2800 Hv [6]. Note that in the plot below lower is better.
Tensile and Compression Testing
Hardness correlates well with strength. A more complete strength test is called the tensile test where a bar of steel is pulled until it breaks. A compression test is similar but usually uses a cylinder and the steel is compressed until it breaks. The two stress-strain “curves” end up looking similar except for brittle materials which fail prematurely in a tensile test.
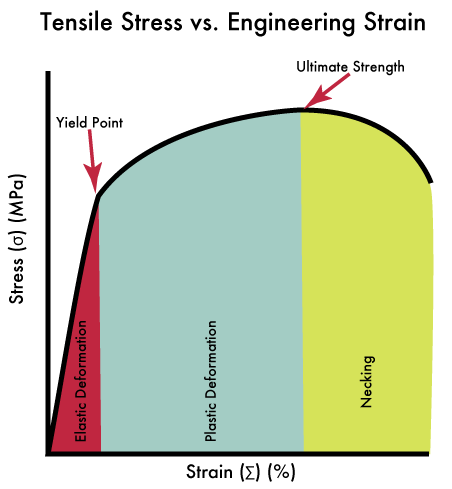
There are three things I want to point out in the tensile test: elastic deformation, yield point, and ultimate stress/strength. Elastic deformation is the period where flexing or pulling a piece of steel and letting go allows it to return to its original position. I wrote all about this behavior in Why Doesn’t Heat Treating Affect Steel Flex? At the yield point the steel permanently, or plastically deforms, so that when you let go the steel doesn’t return to its original shape but stays deformed. The stress (load divided by cross section) required to reach the yield point is the yield stress. The ultimate stress is the stress required to break the material. If we think about this in terms of a knife edge being pressed into a rod, we see the same three regions:
- Pressing into the rod and letting go leads to the edge returning to its original shape (elastic deformation)
- Pressing into the rod and letting go leaves a roll in the edge (exceeded the yield stress and permanently deformed the edge)
- Pressing into the rod until the edge chips (exceeded the ultimate strength)
This is all important because we need to understand what the hardness test is showing us. Hardness of steel usually correlates very well with both yield stress and ultimate stress. However, there are certain cases where yield stress and ultimate stress do not correlate with each other. A steel may have a low yield stress so it is relatively easy to deform but a high ultimate stress. In that case which is the hardness test measuring?
Retained Austenite
When steel is heat treated it is heated up to a high temperature where a phase called austenite is formed, followed by quenching the steel rapidly to form the hard phase called martensite. In certain cases a certain amount of austenite is “retained” after quenching.
Learn more about quenching and retained austenite in this article
All About D2 Steel – Development, Use in Knives, and Properties
Thanks to Robert Erickson, knifeandgear_swiss, Dale Bushness, and Paul Hart for becoming Knife Steel Nerds Patreon supporters!
Update 10/22/2020: I now have an article with how to heat treat D2, PSF27, and CPM-D2 and it also includes toughness testing of each steel and edge retention testing of D2. https://knifesteelnerds.com/2020/08/31/how-to-heat-treat-d2-psf27-and-cpm-d2/
=&0=&
D2 is a common tool steel and knife steel. It is also known by other names such as the Japanese designation SKD11, German designation 1.2379, Hitachi SLD, Uddeholm Sverker 21, and many others. How long has it been around? Where did it come from? Who started using it in knives? How do its properties compare to other steels? Find your answers here!
Early Chromium Steels
The development of D2 steel coincides in part with the invention of stainless steel as well as high speed steel. You can read
an article about the history of stainless steel here
The Sharpest Youtube Channel in the World
Thanks to Rusty Craig, Dylan Curtis-Reeve, Brendan Porter, and Ian Cox for becoming Knife Steel Nerds Patreon supporters!
Kiwami Japan
A popular Youtube channel called “kiwami japan” includes several videos of making knives out of unusual materials such as jello, pasta, chocolate, etc. The video on making a knife out of cardboard has over 20 million views which means that these videos have reached a broader audience than just knife makers or enthusiasts. As a materials engineer I find the videos interesting from a materials perspective, but they are entertaining in other ways as well. The videos are a bit quirky so I decided to take a dive into these videos and try to figure out what is going on. I also e-mailed the person who makes the videos and he answered a few of my questions. I will refer to him as “Kiwami” for the rest of this article though I know that is not his name. Kiwami means extreme in Japanese.
The person making these YouTube videos hides his identity. I think for the true fans there might be some small reflections to use to piece together what he looks like (I don’t have that much time), but in general he either doesn’t show his face, or covers it up. He also rarely speaks and many of the videos include only the sounds of whatever he is working on:
That GIF of him holding a sickle is perhaps more menacing than the channel appears, in general. He often uses subtle humor in the videos such as being expressive with his hands:
Or by adding anthropomorphic elements to materials he is working on:
Or by showing how much time has lapsed in a project which is taking a particularly long time:
His videos started out with making various things with cheap materials, like “I made a karambit knife with a sickle” or “I made a Nunchaku with 4 dollars.” The first knife video was the karambit, and he followed it up with a video of making a butterfly knife. The making of knife videos started to ramp up with “
Manually repair very rusty Japan’s $500 kitchen knife

Super Steels vs Regular Knife Steels
Thanks to Daniel Jackson for becoming a Knife Steel Nerds Patreon supporter!
Super Steel
I see frequent references to “super steel” online, and I was curious about how long that terminology has been around. I did searches on bladeforums as it is one of the oldest knife forums. The number of references to “super steel” has increased over time, but so have the number of posts on bladeforums. I saw how many references to “super steel” there were in each year, and then as a proxy to how many posts there were on bladeforums I did a search for “154” and saw how many references there were each year. Google tops out at 200 results but at that point the dataset was big enough to get an idea:
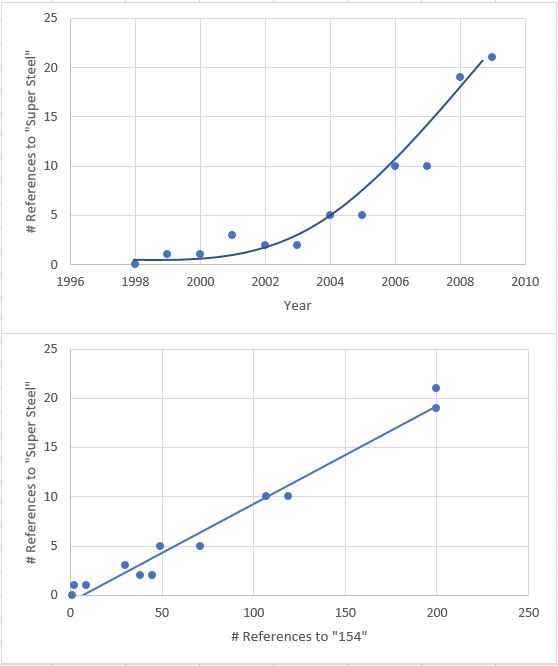
So referring to steels as “super steel” or the category of “super steels” is at least as old as still-existent knife forums on the internet. Reading through the descriptions of “super steel” now and for as long as bladeforums has existed, they are typically defined as one or more of the following [1][2][3][4]:
- New (relatively)
- Excellent edge retention
- Difficult to sharpen
- Stainless
Not all of those qualities are universally used. Sometimes non-stainless steels such as 3V or Infi have been called “super steels” [4]. I am not sure if a steel must have high edge retention to be called super but in general the “new” steels that come out have high wear resistance and edge retention. Super steels are often described as having high edge retention but greater difficulty in sharpening, however. Different steels slowly lose the title of “super” over time. In the early bladeforums era, VG-10 was sometimes called a “super steel” [5] but I don’t see it called super much anymore [6]. This confirms the “new” part of the definition. I’m not sure why edge retention or wear resistance became synonymous with super rather than other properties like toughness, but this is where we have ended up.
Pre-Internet History
Unfortunately, searching through magazines and books that predate the internet is not as easy as searching through bladeforums. However, I did find one reference from Outdoor Oklahoma 1978, where a very modern sounding description of “super steel” is found:
“Some hunters are a bit reluctant to opt for super steels because these have a reputation for being hard to sharpen. It’s true, good edge holding qualities go hand in glove with hard steels and hard sharpening. Some steels, especially stainless…”
And that’s where my free view through Google Books ends. Reading through the descriptions of super steels on bladeforums I find similar descriptions to this day. In 1978 basically none of the current “super steels” were even in existence, meaning that the article was likely referring to 154CM, 440C, or both as super steels. Those steels are not called “super” any more which again confirms that steels tend to lose their super title over time.
Edit 6/27/2022: I found an even earlier reference to the term “super steel” though the above quotes are still great because they reflect a similar mentality to today. This new reference I found is from the first issue of The American Blade Magazine (now Blade Magazine) from 1973 in an article by John Wootters called “Blades for Game”: “In this day of super-steels, there is no reason why a hunting knife shouldn’t have a hollow-ground blade. Such a grind offers less drag in meat-slicing and is easy to keep razor-sharp. the higher the hollow-grind bevel lies on the blade, however, the less “spine” or strength the blade will have, and the less abuse the knife can be expected to stand. If the steel is not absolutely top quality, however, a flat bevel offers more resistance to edge-chipping.”
The second issue of American Blade Magazine in an interview with Ted Dowell mentions that “He is still field testing the new ‘super stainless,’ 154-CM, and remains unconvinced although he offers it as an option to those who want it.”
Is “Super” a Positive or Negative?
Even in that 1978 article it was stated that some don’t want super steels because of difficulty in sharpening. The sometimes negative connotation of super steels as being nothing more than a “flavor of the month” or being too difficult to sharpen continues to this day. Therefore, it is not clear to me if the term super steel was originally coined as a negative or positive description. Many discussions on bladeforums about super steels continue to be about whether we need the so-called super steels or whether the old classics are good enough or even superior [7][8][9].
Current Views of Super Steels
While many decry the super steels as being unnecessary, the conflation of “high wear resistance” and super, or premium steel, continues. For example, in the Knife Informer article rating knife steels [10], the steels are categorized from “Super Premium” down to “Low End” with the differentiating property being edge retention. See this article for more information on articles that rate and rank steels. Because these steels are viewed as being superior, they are often perceived as also having high toughness despite their high wear resistance. In the linked article on steel ratings I pointed out that M390 is often given high scores for toughness despite Bohler not providing any toughness data on the steel. Toughness testing here at Knife Steel Nerds has also found unspectacular toughness values for M390, though it has only been tested at relatively high hardness:
The reason why almost any steel will have relatively low toughness that is designed for very high wear resistance is the large amount of carbide that is present in the microstructure. You can read more about the effect of carbides on toughness in the article I wrote on microchipping and in t
he summary of edge stability theory
Those photos and drawings will help people understand ! Orientation – I was curious about what Crucible does with that .Their CPM goes to Niagra Metals for rolling and they cross roll the steel. Cut into squares and rolled alternating direction to minimize directional properties. I think Matt Gregory found that in his visit.
It would be interesting to test the transverse toughness of those steels for sure.