Thanks to Colin Shannon and Robert Williams for becoming Knife Steel Nerds Patreon supporters!
High Toughness Steels
There are a series of shock resisting steel designed for high toughness (see this article to learn about toughness). A popular one is S7, an air hardening steel that can reach relatively high hardness. Another steel in the “S” series, S5, is reported to be even tougher [1][2][3][4]:
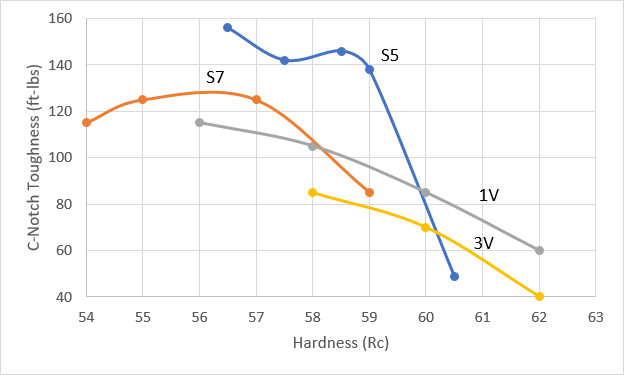

1V and 3V are powder metallurgy steels designed for high toughness but more wear resistance than the “S” series steels. One thing you notice about these high toughness steels is that they have lower carbon than many other steels used in knives. The lower carbon is beneficial for toughness in several areas:
- Less likely to form “plate martensite” which is detrimental to toughness (see this article to learn about plate martensite)
- Forms a lower volume of “primary” carbides which are detrimental to toughness (see this article to learn about primary carbides and toughness)
- Form fewer “tempering” carbides which are also detrimental to toughness (see this article to learn about tempering)
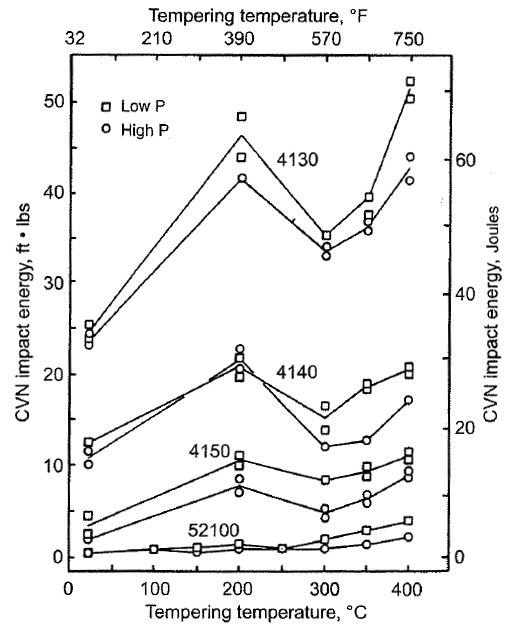
The strong effect of carbon on toughness can be seen in the following chart [5][6][7]:
Tempered Martensite Embrittlement (TME)
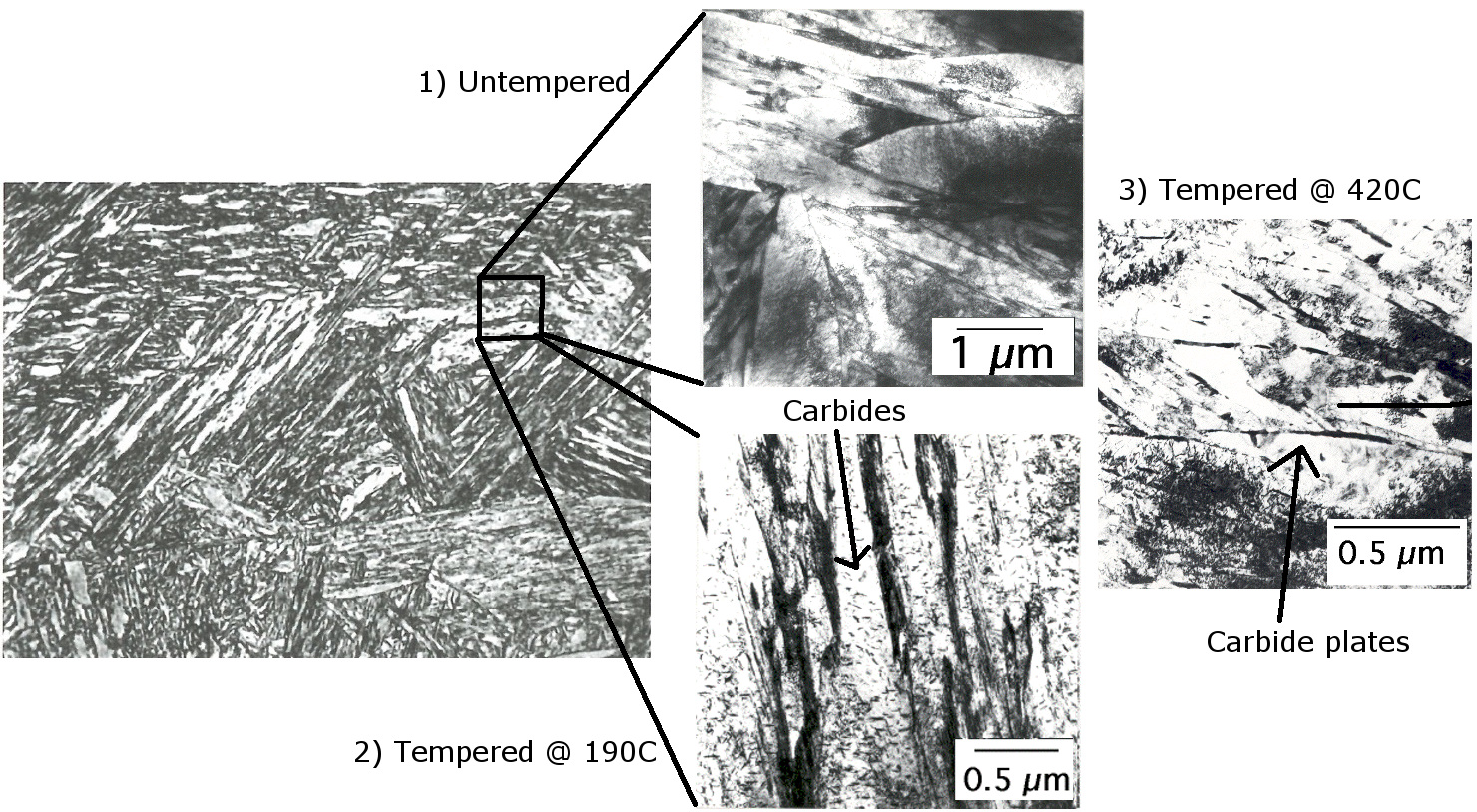
52100 with its 1.0% carbon is much lower in toughness than the other steels in the chart, and toughness increases as the carbon decreases. While part of this change is due to hardness (lower hardness usually means better toughness), that is not the only reason. For one thing, the hardness of each steel can be decreased with a higher tempering temperature. The difference in hardness between 4150 and 4140 with a 200°C temper is only about 1-2 Rc [8], while the toughness is approximately double for 4140. Another thing you might notice in the chart above is that each steel reaches a peak toughness at about 200°C and then drops in toughness at 300°C. When tempering up to about 200°C there are very fine transition and cementite carbides that are formed which are largely not detrimental to toughness. However, when tempering in the range of 250-400°C or so those small carbides are replaced by larger “plates” of cementite. This effect is called “tempered martensite embrittlement” or TME. Another thing you might notice is that the toughness of 52100 is so low it is difficult to see the TME. With other toughness tests designed for brittle materials, however, the TME is still present in 52100 [9].
Carbide Growth
The large carbide plates are formed by two primary mechanisms. The first is simply the growth of carbides that occurs with more time and temperature. Just like how grain growth occurs with sufficient time and temperature, the same thing happens to carbides. Smaller carbides dissolve and the larger carbides grow with diffusion of carbon. The carbides end up in a “plate” shape because they form along grain boundaries where carbides nucleate easily and the boundaries also act as paths for carbon diffusion. The process whereby small carbides are replaced by large carbides can be visualized with the video of this growth mechanism, called “Ostwald Ripening”:
Retained Austenite and its Decomposition
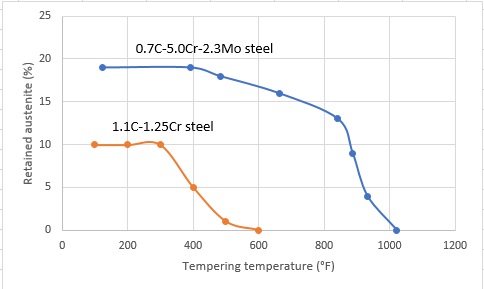
Another way that the large carbide plates form is through the decomposition of austenite. After quenching steel from high temperature to form martensite there is usually some amount of “retained” austenite which is the phase that the steel transforms to at the high temperature prior to quenching. You can read more in this article on austenitizing and this article on martensite. With sufficient tempering the austenite decomposes to the low temperature phase ferrite along with carbides. Certain alloying additions to steel can delay the decomposition of retained austenite, which you can see by comparing the 5.0Cr-2.3Mo steel to a 1.25%Cr steel [9][10]:
Effect of Silicon
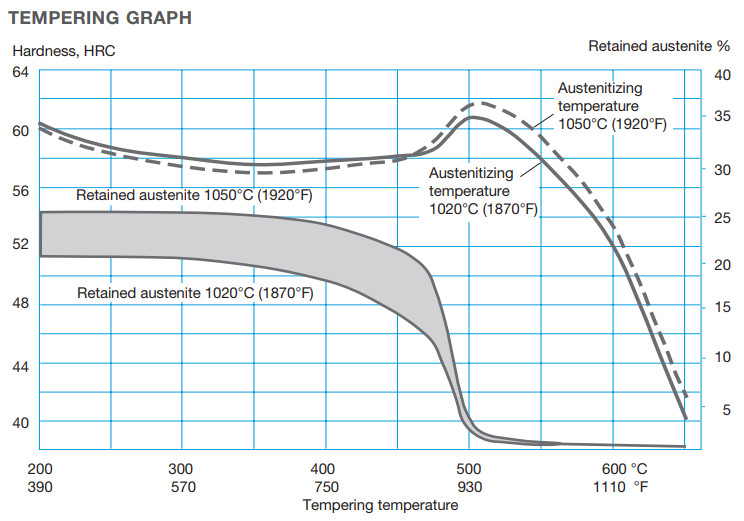
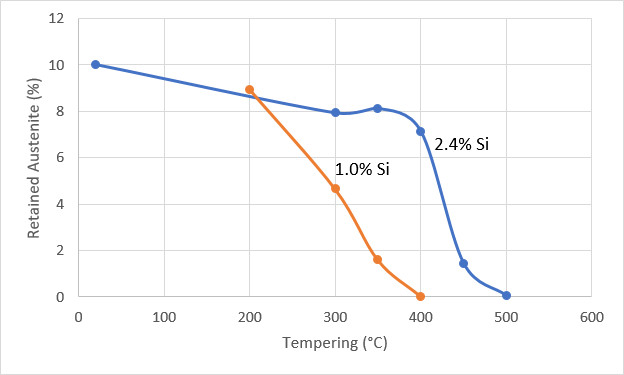
With low alloy steel, however, the austenite has almost entirely decomposed by 500-600°F (260-316°C). It is not always feasible to add a large amount of Cr and Mo to steel to delay the decomposition of austenite. But there is one alloying element that is very effective at both delaying the replacement of transition carbides with cementite and also at delaying the decomposition of austenite. That alloying element is silicon. Silicon has little or no solubility in cementite so it must diffuse away for cementite to form. Silicon diffuses much slower than carbon because it is a much larger atom, so the formation of cementite is delayed to higher temperatures. This effect can be seen with a comparison in retained austenite with different tempering temperatures, where the higher silicon steel retaines austenite at higher temperatures [11]:
Fast interstitial diffusion like carbon on the left and slow substitutional diffusion like silicon on the right
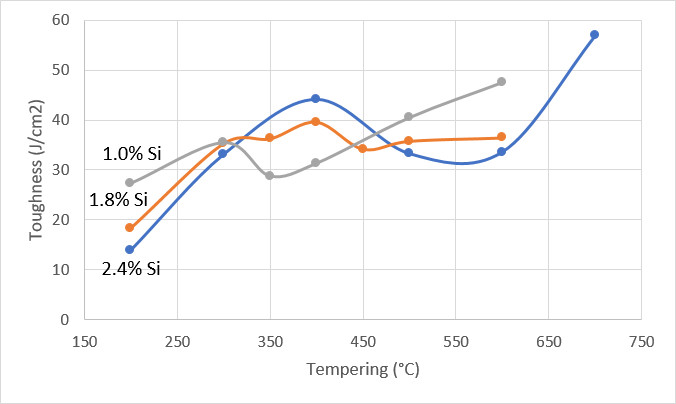
Therefore the main benefit to adding silicon is to delay TME and therefore be able to use higher tempering temperatures to both reduce hardness and also increase toughness. However, in some cases higher silicon can actually reduce toughness with low tempering temperatures [11]:
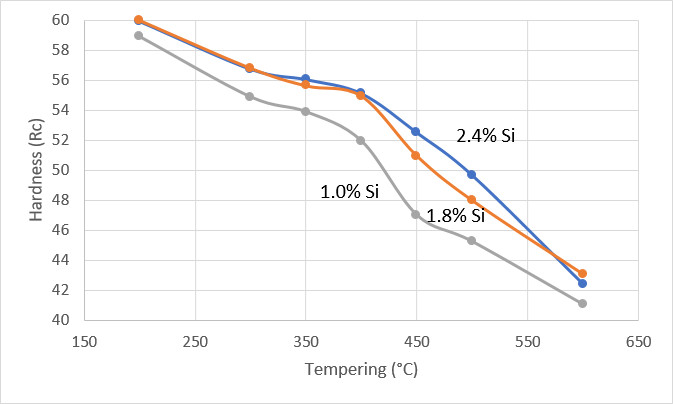
It is not as simple as comparing toughness vs tempering temperature because silicon also increases hardness of steel, as shown in the hardness vs tempering chart:
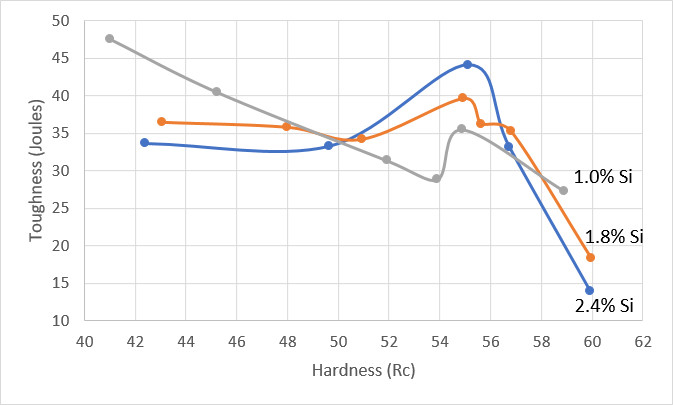
Then when plotting toughness vs hardness with each of the steels, the toughness difference is a little more clear. With the lowest tempering temperature and highest hardness the lower silicon steel has higher toughness, but when tempered down to 55 Rc the high silicon steel is clearly superior:
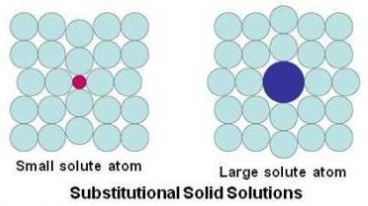
Silicon Strengthening
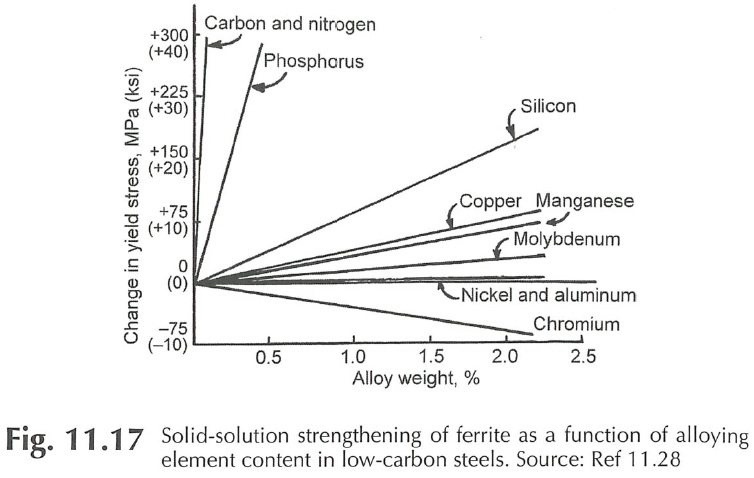
The silicon addition delays tempering by suppressing carbide formation so higher hardness is maintained at higher tempering temperatures. Silicon also increases hardness through “solid solution strengthening” which means that silicon increases the inherent hardness of the steel by replacing iron atoms with silicon atoms. The silicon atoms are a different size than iron atoms and therefore “strains” the atomic lattice which increases the strength of steel. Silicon is one of the best elements for solid solution strengthening [12]:
Cryogenic Processing
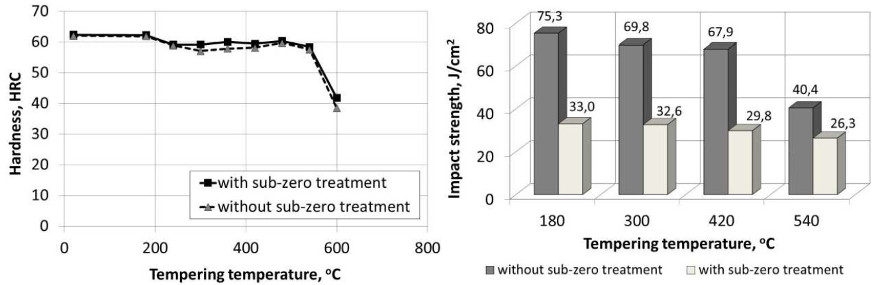
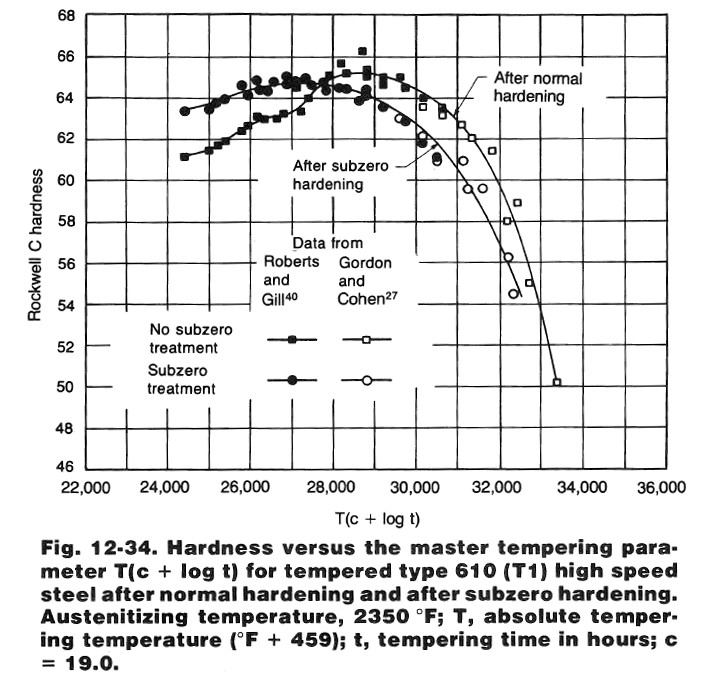
Using cryogenic treatments after quenching to eliminate retained austenite prior to quenching would eliminate retained austenite and therefore the decomposition to cementite would not occur. However, in a study on 4340 steel with cryo or without, tempered martensite embrittlement was still observed [13]:
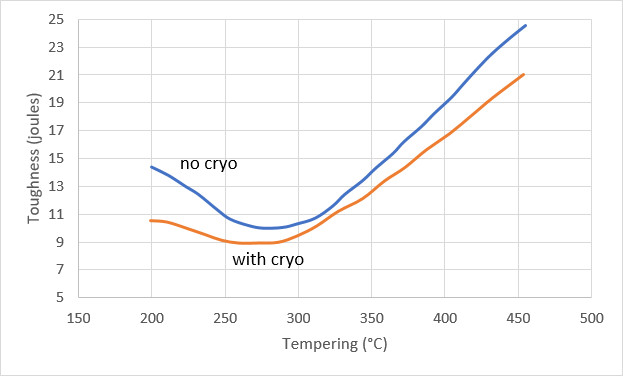
This indicates that it is not only the decomposition of austenite that leads to tempered martensite embrittlement, but TME is exaggerated because retained austenite enhances toughness and therefore the loss of it contributes to TME. The primary mechanism of TME is the replacement of transition carbides with larger cementite plates from tempering at higher temperatures.
Adding Silicon to 52100
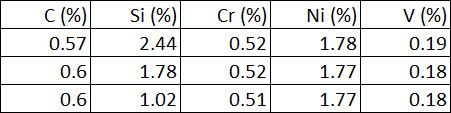
So a silicon addition improves toughness in certain cases, such as with S5 with its 0.6% carbon. What about high carbon steels with inherently poorer toughness like 52100? Fortunately, a group of researchers already did the study for us [14], with the following compositions:

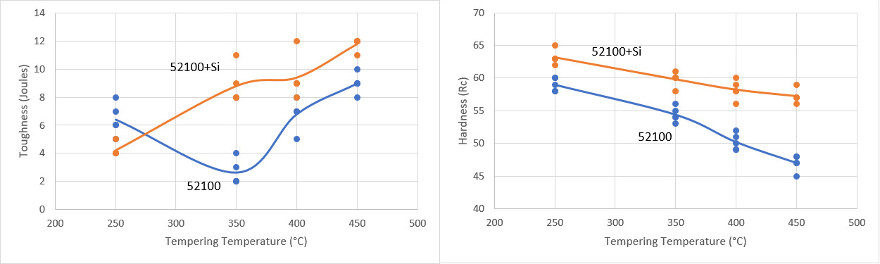
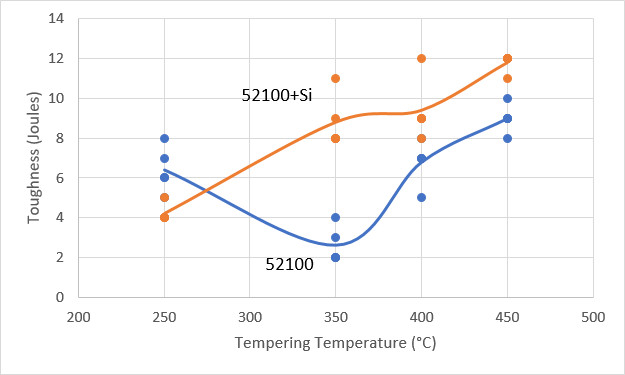
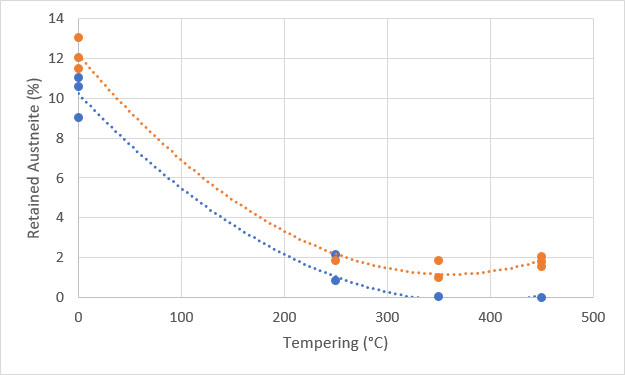
Comparing the toughness of 52100+Si to the base 52100 shows that the Si added steel actually has lower toughness with the lowest tested tempering temperature (250°C), but then has greater toughness with tempering temperatures of 350°C and above, which is due to Si delaying tempered martensite embrittlement:
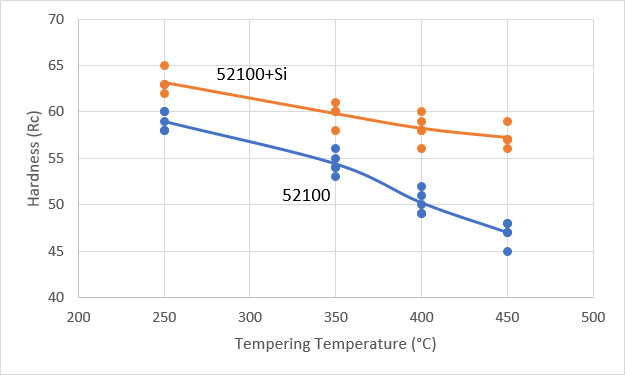
However, when the hardness is compared between the two steels it is clear that the silicon addition increased the hardness of the modified 52100, both because of “solid solution strengthening” and delaying tempering:
Therefore when comparing toughness vs hardness rather than tempering shows a bit different trend of toughness between the Si-added and Si-free 52100:
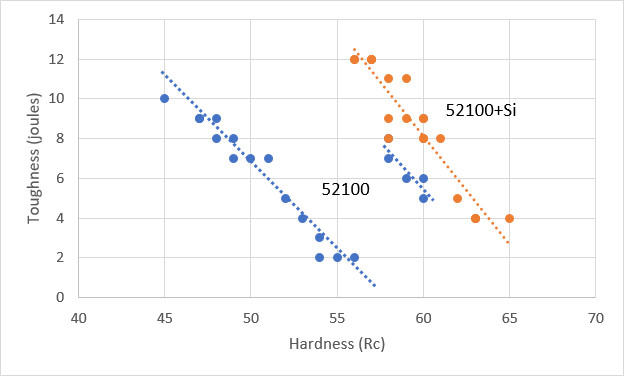
It can be seen that with high hardness 52100 (~57+ Rc) shows that the Si addition led to an increase in toughness. At 60 Rc the 52100 had about 5.5 joules and the 52100+Si had about 8 joules, a 45% increase in toughness. There is a big difference in toughness with the 52100 tempered at 350°C and above; it almost looks like two different steels. 52100 at 56 Rc got about 2 joules while 52100+Si was tested at about 12 joules, a massive difference.
A difference was measured in retained austenite between the two, but it’s still a pretty small fraction of retained austenite, no matter which steel you are looking at. Therefore, the effect from the difference in retained austenite is likely small:
Silicon also increases the temperature at which steel needs to be austenitized. In this study they heat treated both 52100 steels at 865°C (1589°F). The result is that there was more cementite in the 52100+Si, 10% vs 6% for the conventional 52100. The higher volume fraction of cementite in the 52100+Si likely means that it had greater wear resistance than the conventional 52100 with the heat treatments they used. Therefore, the 52100+Si had both greater wear resistance and toughness-hardness balance.
Graphitisation
One potential effect that can occur with high silicon steel is the formation of graphite in the steel, known as graphitisation. Silicon increases the rate at which graphitisation occurs. O6 steel is a graphite-containing steel and is alloyed with 1% Si and high carbon (1.5%) which gives it rapid graphitisation. The steel is then treated to form graphite. Graphite makes machining easier and helps prevent galling, but is not particularly desirable in a knife steel. Some other alloy elements, notably chromium, help to delay graphitisation. Perhaps that makes that makes 52100 with its 1.5% Cr a good candidate for a high silicon addition as described above.
High Alloy Steels
As shown in the earlier comparison between 5.0Cr-2.3Mo and 1.25Cr steels, other alloy additions can have a similar effect to silicon if added in sufficient amounts. While silicon is insoluble in cementite and therefore has to diffuse away for cementite to form; Mn, Cr, and Mo behave in the opposite fashion. Those alloy additions are highly soluble in cementite and therefore have to diffuse into the forming cementite. However, Cr and Mo must be added in a much higher amount to delay TME, so the effect is seen in many air hardening steels. Comparing O1 (a low alloy, low silicon steel) to A2 (a low silicon, 5% Cr-1%Mo steel) shows a somewhat similar effect as silicon [15][16]:
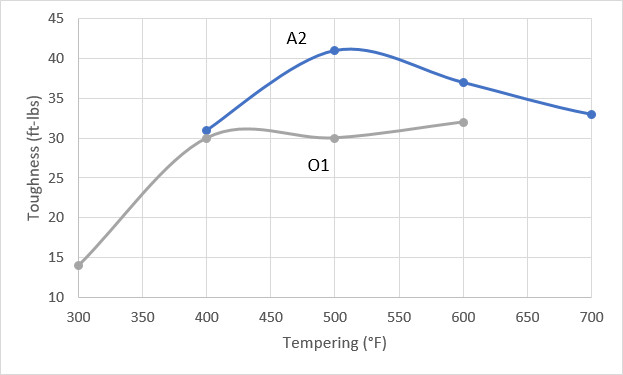
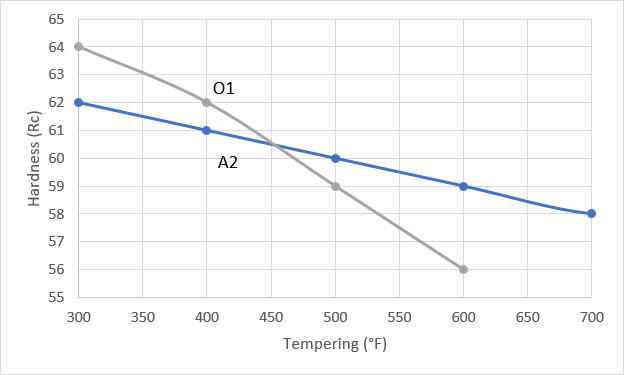
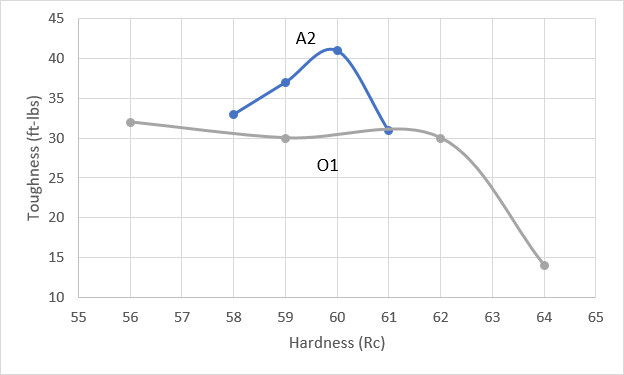
You can see that the O1 has TME after tempering around 500°F, but the A2 continued to increase in toughness, and TME is delayed to higher tempering temperatures. The hardness is slightly different between the steels at different hardening temperatures, but the end result is that A2 has higher toughness, particularly at 60 Rc.
Austempering (Bainite Formation) of High Silicon Steels
The effect of silicon on austenite retention and suppression of cementite formation is also significant when austempering to form bainite rather than martensite. You can read more about this microstructure in my article on bainite vs martensite. With typical steels lower bainite looks a lot like tempered martensite, a lath-like microstructure with tiny carbides throughout. However, with a large silicon addition the carbides are unable to form and instead the carbon diffuses into the remaining austenite as bainite forms resulting in a relatively large fraction of austenite [17][18]. Large fractions of retained austenite are generally undesirable in knife steels because of the reduction in yield strength and concerns about toughness reduction after retained austenite transforms to fresh martensite. High silicon knife steels are relatively rare and so is austempering of knife steels, so austempering of high silicon steels is not something I have seen in knives.
In high-Si steel, as the bainite “lath” grows, carbon diffuses out of the lath into the austenite stabilizing the austenite read more