
Thanks to Trevor Welch, Theo N, Guns N’ Loaded, EV.Knives, Erik Coccia, Francisco J. Neto, Tristan, Gareth Chen, Alvise Miotti Bettanini, Henjie Taguinod, ben horridge, Steven, and Ian Miller for becoming Knife Steel Nerds Patreon supporters!
This study alone was about $12k, and there is no way I could have justified spending that much on knife testing by myself. Patreon supporters paid for about 1/3 of the cost making all of this possible.
CATRA Edge Retention Testing
I have written several articles about CATRA edge retention testing, including:
Maximizing Edge Retention – a comparison of CPM-154 and 154CM at different edge angles and sharpening finishes
Which Steel Has the best Edge Retention? Part 1 and Part 2 – analysis of a large CATRA dataset from a major knife manufacturer
Can CATRA Predict Rope Cutting Performance? – a comparison between rope cutting experiments performed by three different testers and CATRA tests. They line up relatively well with each other.
My CATRA Edge Retention Tester
While consulting for a knife manufacturer, I learned that they had recently replaced their CATRA edge retention tester because the old one had given them some problems. I asked if they could pay me with the old CATRA tester rather than with money. My wife was not happy when she learned how much money I gave up to instead take an old edge retention tester which may or may not work correctly. And that was before she learned how much space it would take up in the garage. However, I was very excited because a CATRA edge retention tester costs several 10’s of thousands of dollars and purchasing one was never going to be a possibility.
When I learned I would be getting the edge retention tester, I took just about every knife steel that I had and started heat treating a set of blanks for testing. That was just before Christmas. I then got the tester in mid-January and my excitement was tempered (amazing heat treating pun) a bit. Several parts of the machine were damaged in shipping and I was not sure if I would be able to get it working again. Among the parts of the machine I had to fix included:
- The air regulator was broken and needed replacing.
- The head of the machine was damaged and several parts needed to be straightened before it would function.
- The sensor that detects when it has run out of test media was no longer reading correctly.
- The sensor that detects forward and backward movement was not functioning.
- The sensor that detects whether the cardstock clamp is in position was not functioning.
- A couple circuit boards had come loose leading to improper readings.
- The software was not working and it needed a fresh install.
- Once all of those things were fixed and I was ready to run it for the first time, a “shaft coupler” decided to break. Then Amazon sent me the wrong one.
So fixing all of that took me about 45 days and a lot of yelling and swearing. The machine is surprisingly complicated but at the same time it performs a relatively simple task. A stack of paper stock with 5% silica (sand) in it is lowered onto a knife with a fixed load (50 Newtons) and the knife is moved back and forth. The knife cuts into the paper which allows the head to lower, the distance the head lowers is recorded for every “cut” of the knife. In other words, it records how much paper is cut with each stroke. After 120 strokes (60 back and forth “cycles”) the test is complete and the total amount of paper is added up, called the Total Cardstock Cut (TCC) reported in mm. You can see the tester running in the following video, which I recorded “vertically” because it was originally recorded for Instagram and also because I am a monster who holds his phone the wrong way while taking video:
The tester is pneumatic and the series of tubes and circuit boards used to operate the machine can be somewhat daunting at first, but again, most of what it is doing is lowering and raising a head with clamped cardstock and moving a knife back and forth. Technically any media of an appropriate size could be put in rather than the standard silica-impregnated paper but thus far I have only used the paper.


On the other hand, some components of the machine are simpler than I would have thought. The 50 Newton force is maintained by a big steel cylinder on top of the head of the machine. Also the paper comes loose as 10mm wide strips, and they must be stacked together by hand and inserted into the machine which is somewhat tedious.

Knife Design and Sharpening
A knife edge retention tester in itself is not necessarily useful without a good set of experiments to perform on it. There have been other attempts at comparing the edge retention of different steels in the past. For example, Bohler-Uddeholm did a set of CATRA experiments on 11 different steels: BU CATRA. There were also big CATRA datasets I wrote about in the previously linked articles. And rope cutting experiments have been done by many people. There were several things I wanted to do to generate the best test results I can. One is using a consistent knife design to eliminate the effects of different edge geometries and knife designs. For example, many of those reporting edge retention experiments are limited to what knives are commercially available which means they have little control over heat treatment and edge geometry. Using different edge geometries in particular makes comparisons about steel or heat treatment almost impossible. For example, here is the difference in measured edge retention for 154CM with different edge angles:

The edge angle can be relatively easy to change with sharpening. However, thickness behind the edge, the angle of the “primary bevel” behind the edge, and the shape of the edge can all affect the result. And different knife companies will heat treat steels to different hardness levels using different heat treatment parameters such as some using cryogenic processing and others not. So I decided to make a simple test knife design which utilizes a rectangular shape (straight edge so curves do not affect cutting) with a consistent primary bevel and edge thickness. Keeping the primary bevel the same means that steel of different thickness can be used, only the height of the primary bevel changes based on the stock thickness.

The test uses a 40mm cutting distance, so the 2.5″ (65mm) provides some extra edge so that the position of the knife doesn’t have to be 100% precise and so that the ends can be avoided which are sometimes a bit more difficult to sharpen. The 1/8″ hole was used for convenience such as to thread wire through before dipping in liquid nitrogen in the heat treatment process. After I heat treated and surface ground all of the blanks, I shipped them to knifemaker Shawn Houston of Triple B Handmade (Big Brown Bear) who ground the bevels and put the initial edge on the knives. We sharpened the knives to 30° (15 dps). To maintain precise angles, an Edge Pro was used and the resulting angle was checked with a laser goniometer.
We decided on a 400 grit (40 micron) “metallic bonded” CBN stone, meaning the CBN abrasive is throughout a metallic matrix rather than a CBN coating over a plate. Using bonded CBN rather than abrasive on a plate makes it cut more like a traditional stone whereas diamond and CBN plates tend to leave deeper scratches [1]. A relatively coarse 400 grit was chosen because, when slicing, a coarser finish leads to superior edge retention due to the “micro-serrated” nature of the edge, a fact which has been pointed out by many people performing tests when slicing materials like rope, such as Cliff Stamp [2], Jim Ankerson [3], and Phil Wilson [4]. However, the previously linked 154CM article found a peak in edge retention with a 600 grit diamond plate, with reduced edge retention using a lower 325 grit or higher grits like 1200 or 8000. This was somewhat puzzling and perhaps was due to the relatively poor sharpness that can result from very coarse diamond plates like the 325, or deburring challenges from such a coarse stone. I tested the effect of the degree of polish with tests of an AEB-L knife with a 120 grit metallic bonded CBN, the 400 grit we ended up using, and then polished up through 0.5 micron diamond paste on a strop. The edge retention was reduced with higher levels of polish. I plotted vs micron rather than grit because of the many different grit systems which leads to more confusion than anything.

So a 400 grit stone was chosen to use a finish which is more optimized for slicing without going crazy with something very coarse like 120 grit which is somewhat unlikely to be used by most knife owners. Unlike when slicing, with push cutting, a higher polish is superior because of the higher potential sharpness and the reduced resistance when pushing the knife through the material. The use of very hard CBN (cubic boron nitride) helps when sharpening steels with high hardness carbides like vanadium carbide which are harder than aluminum oxide, the most common abrasive used in sharpening stones.
The resulting sharpness was checked with the Edge on Up tester to ensure the knife was measured as no higher than 150g with the BESS media. This test is not perfect for our purposes since we are testing edge retention with a slice but the sharpness is measured with a push cut. However, the BESS tester helped with ensuring the sharpness was relatively consistent between knives and across an edge of an individual knife. Also, when burrs were present this generally resulted in reduced sharpness on the tester, and those burrs were not always noticed when feeling the edge or slicing paper.
Multiple Runs and Averaging Results
Each knife was tested three times on the CATRA edge retention tester and the results averaged. When one of the tests looked substantially different than the other two I performed a fourth test as a tiebreaker. In general the results between re-tests were pretty consistent but there were cases when an individual test would be worse than the others. I think these cases were due to sharpening variability, perhaps a “straightened burr” that led to poor edge performance.
Ease in Sharpening
Surprisingly, I could tell little difference between the knives in terms of setting the edge when resharpening. The CATRA test results in extremely dull edges, you can run your finger along the edges with no fear of being cut. However, a burr was raised on each side with a similar number of passes regardless of the knife, even when comparing the ultra wear resistant Rex 121 to a low wear resistance steel like 1095. Perhaps this was due to the relatively coarse sharpening stone of 400 grit or the very hard CBN abrasive. I assume differences between steels would be more apparent if sharpening out a chip, re-profiling to a different edge angle, or polishing to high finishes. The biggest differences in ease in sharpening were instead with burr removal. The only truly difficult to sharpen knife was in Rex 121, I believe this was the result of high retained austenite rather than pure wear resistance, as Rex 86 and 15V sharpened fine. Some steels which were also expected to have relatively high retained austenite like Vanax also were relatively difficult to deburr. A modified heat treatment for reduced retained austenite would be expected to lead to greater ease in sharpening, though sharpening to higher polish where the burr size is reduced would also help.
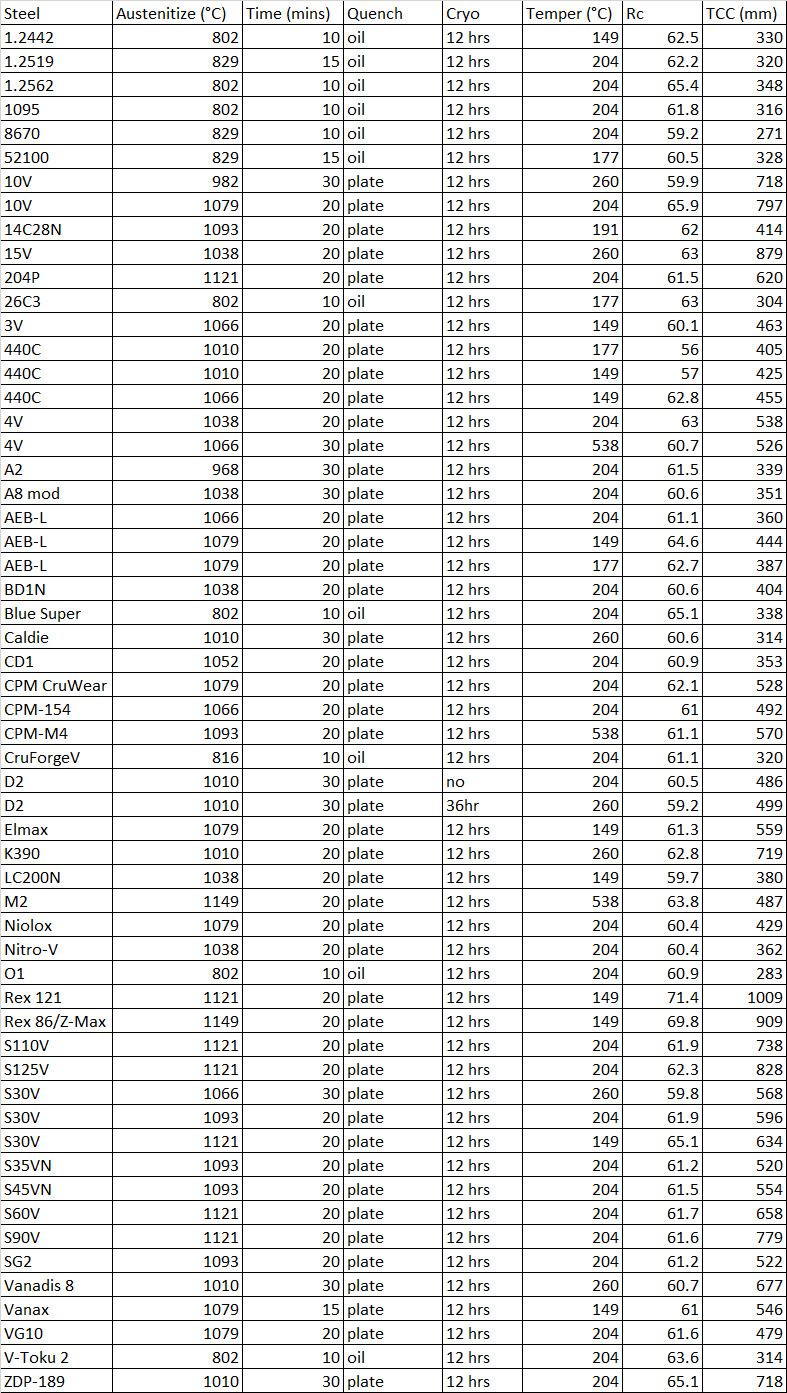
The Steel and Heat Treatments
Below shows a chart summarizing all of the steels and heat treatments which were utilized, along with the measured edge retention on the CATRA tester in mm. All of the steels were given a cryo treatment after quenching except for one D2 knife which was made to compare the effect of cryo. All of the low alloy steels were quenched in Parks 50 oil and all of the high alloy steels were “plate quenched” between 1″ thick aluminum plates. A plate quench is a bit faster than cooling in air (despite the steels being “air hardening”) and the plates help keep the steel flat. I was targeting 61-62 Rc for most of the knives apart from a few that are basically never used at that hardness, such as ZDP-189, Rex 86, Rex 121, 1.2562, and Blue Super. Because my experience with heat treating each steel varies, and there is always some variation in hardness, the resulting hardness for most steels was between 60 and 63 Rc.

See the following chart with temperatures in Celsius instead here
{kind=link}

And for an easier view of the relative edge retention of each steel I have a chart below. For the steels which were tested at multiple hardness levels I have dots connected by lines. The chart also has dotted lines which represent the expected effect of hardness (higher hardness means better slicing edge retention), so that steels can be compared at different hardness levels. This value came from a previous article where an average difference of 15.8 mm paper cut per 1 Rc was found. Some steels deviated from that expected hardness contribution a bit which will be discussed in the effect of heat treatment section.
In general, I didn’t test steels which have identical composition, so 204P represents values of M390 and 20CV as well. Vanadis 4 Extra is slightly different than CPM-4V which may be a borderline case but I didn’t have any Vanadis 4 Extra so that made that decision easier. For many steels they may have multiple names despite being identical such as PD#1 and Z-Wear being the same as CPM CruWear. Rex 86 is the same as Z-Max. LC200N is the same as Z-Finit and Cronidur 30. CPM-154 is the same as RWL-34. AEB-L is the same as 13C26. CD#1 is the same as Z-Tuff. ZDP-189 and Cowry-X are very similar. There are probably others I’m forgetting but hopefully that’s enough for now.

Previous Prediction Equations
In previous articles I generated this regression equation based on the contribution of edge angle, steel hardness, and volume of each carbide type. I also included tables with carbide contents of a range of different steels in Part 1 and Part 2.
TCC (mm) = -157 + 15.8*Hardness (Rc) – 17.8*EdgeAngle(°) + 11.2*CrC(%) + 14.6*CrVC(%) + 26.2*MC(%) + 9.5*M6C(%) + 20.9*MN(%) + 19.4*CrN(%)
Based on the hardness of the carbides I also said that I expected iron carbide, called cementite (M3C or Fe3C), to have a contribution of about 5, ie 5*M3C. Here is the result of that prediction equation vs what was measured in this study:

The trend is very good, with the biggest deviations being Z-Max (high) and Blue Super and 1.2562 (low). I will address these along with other small deviations below.
Performance vs Carbides
As I explained in the previous CATRA articles, the performance of each steel is highly dependent on the amount (volume) and hardness of the carbides. Here is a summary chart of different carbide types:

Measuring the hardness of carbides is difficult experimentally and some sources vary. For example, I have seen some papers report a hardness of 1800 Hv for M6C rather than 1400, which might be a better result as I will discuss below.
In general, steels with higher vanadium did better, as expected. Vanadium carbide is very hard so it contributes to wear resistance and edge retention very strongly. These values are normalized to 61 Rc by using the 15.8*Rc regression.

The above is for a range of vanadium-alloyed steels including stainless and non-stainless tool steels. It is somewhat surprising that they end up trending so well vs vanadium content because the overall carbide content in each steel can be pretty different. For example, the 17-20% chromium stainless steels need significantly more carbide for the same level of wear resistance as the 5% Cr steels. This is significant for toughness as is discussed in the toughness-edge retention balance section.

And again with the steel names listed for each datapoint:

For low-alloy steels at the bottom of the chart, they have cementite (iron carbide) rather than chromium or vanadium carbides. In that case there was no trend with increasing carbide content. If anything it was slightly negative:

I don’t think the cementite is actually reducing edge retention. It is more likely that the negative trend is random within the variation inherent in the test. However, it is a bit puzzling that the cementite isn’t contributing to edge retention at all. Many sources show silica as being higher in hardness than cementite [5]. It could be that with the cementite being softer than silica that the cementite is not improving edge retention. With a different test media it may be that more differentiation would be found between the cementite-containing steels. The relative position of the low alloy steels wouldn’t change much vs other steels, however, as the softer carbide still contributes less to edge retention. Currently most of the low-alloy steels seem to be affected only by the bulk hardness of the steel rather than carbide content. This would be my guess as to why O1 tested a bit lower than 1095; the two steels probably perform similarly but due to experimental variability or some small unknown factors the O1 slightly underperformed.
Another point in favor of the hypothesis that cementite is softer than silica is the fact that 52100 performed a bit better than most of the other low alloy steels. The 1.5% chromium addition to 52100 does not lead to the formation of chromium carbide, but does lead to a hardness increase of the cementite by partially replacing the iron in cementite with chromium [6]. Perhaps it was enough to make the cementite harder than the silica in the paper. I may try to use rope or cardboard in the CATRA machine in the future to test this further. The sand abrasive in the paper is useful in that it speeds up tests by dulling edges faster, using a natural abrasive that is found in some materials people cut with some regularity (such as rope or animal hide). However, using different test media may lead to somewhat different results in certain scenarios; low alloy steels with cementite may be one of those, we will see. Evidence against this hypothesis includes the fact that 1.2519, with its 1.2% Cr did not perform as well as 52100. Perhaps the extra 0.3% Cr in 52100 was enough to make a difference. Or maybe the 1.2519 is a bit better than some of the others but happened to test on the low end in terms of statistical variation in testing.
Surprises in Testing
What is surprising to me may not be surprising to someone else and vice versa, depending on what our performance expectations are for different steels. However, I am going to talk about a few specific ones. I don’t think I can talk about every single steel.
1.2562 and Blue Super
While on the subject of low-alloy steels, 1.2562 and Blue Super with their relatively high tungsten content didn’t do quite as well as I expected. These steels form the high hardness WC tungsten carbide which isn’t found in other high alloy tungsten steels like high speed steels. I thought they would do closer to the 400-450 mm range based on reports of wear resistance of the similar F2 steel in the old Tool Steels book. There are a few possible reasons for this. 1) Tungsten is a very heavy element so even 3% tungsten only results in a little under 2% WC. 3V with its 2.75% vanadium instead has about 5% VC. 2) The tungsten carbides observed in the micrographs of Blue Super and 1.2562 were relatively large and widely apart from each other, so perhaps the carbides were so dispersed that they did not consistently contribute to the edge. 3) A significant amount of the carbide in these steels is cementite which didn’t seem to contribute at all to edge retention in this test as described above.
AEB-L, Nitro-V, LC200N, and 14C28N
AEB-L actually did better than I thought despite being near the bottom of the chart. A previous CATRA test we did comparing 154CM and AEB-L found the AEB-L to be about half of the 154CM, but in these tests the AEB-L was closer to 75% of CPM-154. Using the prediction equation based on carbide content always showed AEB-L being better than what was measured but I assumed some other factor was in play. Instead, these tests confirmed that the AEB-L performs as expected based on its chromium carbide content and the steel does relatively well given its good toughness. Nitro-V was similar to AEB-L as I predicted in my article on that steel. Surprisingly, LC200N and 14C28N did a small notch better than AEB-L and Nitro-V. LC200N does have chromium nitrides or at least “carbonitrides” rather than chromium carbides so perhaps those are higher in hardness leading to somewhat better edge retention. However, the 0.1% nitrogen in 14C28N is not enough to lead to a significant change to the chromium carbides. But the carbides were a little bit larger in 14C28N compared with these other steels when looking at its micrograph so perhaps it has a bit more carbide leading to better edge retention.
CPM-4V and CPM-CruWear
I expected a bit more separation between 4V and CPM-CruWear because the two have similar carbide content, but 4V is entirely vanadium carbide while CPM-CruWear has a mix between the two. I’m not sure why they are so close together despite that fact.
Vanax
Vanax has a similar amount of chromium and vanadium carbonitrides when compared with S30V with its chromium and vanadium carbides. Each has about 10% chromium carbide/nitride and 4% vanadium carbide/nitride. However, Vanax did not do quite as well as S30V in edge retention. Perhaps vanadium nitride is not as hard as vanadium carbide or not as effective at contributing to edge retention. The high nitrogen steels Vanax and Vancron are primarily promoted by Uddeholm for their high adhesive wear resistance rather than abrasion resistance. Abrasion is the mechanism by which we expect the edges to wear so perhaps that explains the difference. We will be able to test that better if we are able to test Vancron. However, Vanax and S30V were not exactly worlds apart, Vanax still tested well.
S110V
S110V did worse than S90V despite being a similar steel but with higher carbon, chromium, and niobium, which should result in more carbide and more high hardness carbides. I don’t really know the reason for this reduced edge retention compared with S90V. A similar result was found in the dataset I analyzed in this article though I did not report specific results in that article due to the request of the manufacturer who performed the tests. The only reason I can think of is the finer microstructure of the S110V which may be just fine enough to reduce the contribution to edge retention at least with the silica-impregnated paper. Maybe that is also why Vanax is somewhat worse than S30V. When comparing CPM-154 and 154CM the results were basically identical as reported here. The carbides in CPM-154 are of course smaller than 154CM but are still larger than the carbides in Vanax and S110V. Perhaps when the carbides are even smaller they are not as effective with the size of silica present in the paper. If the carbides are smaller than the silica they would be expected to not contribute as much to edge retention. However, I am not sure if there is a good test I can perform to check this and it is only a guess at this point. When I asked CATRA about the size of the silica they gave me the following size distribution. Comparisons between the silica size and carbide size is not easy as the distribution is somewhat complex; the median silica size is less than 2 microns but the average is about 8 microns.

Rex 86/Z-Max
Z-Max did a bit better than predicted when looking at the edge retention predictions based on carbide content. The dataset used for those predictions had very few high speed steels which is also the case with this dataset. It could be that the M6C (tungsten/molydenum carbides) present in high speed steels contribute more to edge retention than previously found. This could indicate that M6C hardness measurements on the upper end are more accurate (1800 vs 1400 Hv).
Steel Toughness
It is a mistake to look only at edge retention for steel choice. For one thing, steel is not even the greatest controlling factor for edge retention. After all, sharpening in terms of grit finish and edge angle have a greater effect on performance than steel choice. However, even when holding sharpening constant there are other important properties, such as toughness, ease in sharpening, corrosion resistance, etc. When comparing steels I like to look at the balance between toughness and edge retention, as those are two very important properties that are often opposed to each other. I have tested the toughness for all but 7 of the steels: Z-Max, BD1N, K390, S125V, S90V, S60V, and Vanadis 8. Below you can see a summary of previous toughness measurements.



Does Toughness Matter?
Some will argue that toughness is not important in folders or fine slicing knives and feel that only edge retention matters in that case because they don’t use their knives in aggressive ways which are likely to lead to chipping. However, broken tips are still common on small knives and kitchen knives. And with higher toughness, the knives are better able to handle thin, low angle edges without chipping. And they can be heat treated to higher hardness to help prevent edge rolling and deformation, while still maintaining good toughness. This means that, indirectly, higher toughness can lead to better cutting performance because of the possibility of thinner edges. You can read more about this concept in this article on edge stability.
Toughness-Edge Retention Balance
I took the measured toughness for each steel and shifted the values slightly based on the hardness differences between the toughness and edge retention specimens. I also used the toughness value of Maxamet for Z-Max despite being different steels because they are in a similar class of steel and the very high hardness steels don’t vary much. If you think that is an invalid assumption then you can ignore anything labeled Z-Max.
Non-stainless vanadium-alloyed powder metallurgy tool steels often have the best balance of toughness and wear resistance because having vanadium carbide alone (rather than other carbide types) leads to superior properties. Greater amounts of carbide means lower toughness, while the hardness of carbide has little or no effect on toughness. However, harder carbides contribute more to edge retention for a given amount of carbide. Therefore, having only hard vanadium carbides leads to the best level of toughness for a given level of wear resistance/edge retention. This can be seen in the previous charts showing that the steels with only vanadium carbide have higher edge retention for a given amount of carbide. The following diagram shows the steels with the best balance of toughness and edge retention. The only steel which isn’t a low-chromium vanadium-alloyed powder metallurgy steel is 8670 which has very high toughness but relatively poor edge retention.

We don’t have any toughness testing of 4V in the 61-62 Rc range so I think the toughness could be a bit higher than what is shown here. However, you can see why steels like 3V, CPM-CruWear, and 10V have been so popular given the high level of toughness each has for their level of edge retention.
Stainless Steel
If we remove the non-stainless steels and look at stainless alone, the toughness-wear resistance balance is in general a bit lower. Stainless steels aren’t inherently worse but the high corrosion resistance requirement puts restrictions on steel design that are difficult to overcome. Unfortunately, we don’t have toughness values for S60V, S90V, or S125V, so the upper end of edge retention isn’t well represented in the chart.

AEB-L, 14C28N, and LC200N have a pretty decent edge retention-toughness balance though at relatively low levels of edge retention. There is then a big drop in toughness down to the rest of the stainless steels which seem to top out around 10 ft-lbs. There is a hole in available stainless steels in terms of steels with toughness in the 15-20 ft-lbs range with enhanced edge retention compared with AEB-L and LC200N.
The value of toughness listed for 204P/M390/20CV is a bit lower than has been shown in charts in previous articles, which is based on more recent toughness experiments. I will be writing about that more in a future article.
Vanax has a pretty good edge retention-toughness balance while also having excellent corrosion resistance, as does LC200N. The only disadvantage of those steels is it is difficult to heat treat them harder than 60-61 Rc and even getting that hardness can be challenging. It is also difficult to avoid high levels of retained austenite when heat treating them. S35VN, 14C28N, and AEB-L are easier to heat treat and can reach higher hardness levels (63+) if that is desired over the higher corrosion resistance. With the somewhat better edge retention of 14C28N compared with AEB-L, similar toughness, and better corrosion resistance, it may be my new favorite in that range of edge retention.
Low Alloy Steels
Low alloy steels typically used by forging bladesmiths can have good toughness but the wear resistance and edge retention is relatively low due to the lack of hard carbides. 8670 is a good choice for high toughness and 52100 has a decent balance of toughness and edge retention. At this point I haven’t measured enough of an improvement in edge retention with the vanadium/tungsten-alloyed steels like 1.2519, CruForgeV, 1.2562. Blue Super, 1.2442, etc. to recommend them over 52100. However, 1.2562 is the best that has been tested so far, with Blue Super being pretty similar.

Heat Treatment Effects
In general I didn’t do anything too fancy with heat treating, I used pretty standard heat treatments to target the desired hardness. However, there were a couple heat treatment variables that we did look at.
Austenitizing Temperature
In general, a higher austenitizing temperature leads to more carbon in solution and higher hardness. You can read about that here. However, you can often use a lower tempering temperature to achieve the same hardness with a lower austenitizing temperature. So that austenitize-temper decision can affect the final properties in terms of toughness and edge retention even when at the same hardness. In general, I didn’t change the austenitizing temperature much when comparing the same steel at different hardness so the trend of hardness vs edge retention looks about right for steels like S30V and 10V. However, 440C shows lower than expected edge retention at the high hardness level. This may be because of the 100°F higher austenitizing temperature which leads to more carbide dissolution. Less carbide means lower edge retention as discussed ad nauseam in this article so far. In the case of 10V there was a 175°F difference between the two heat treatments, but vanadium carbide dissolves much more slowly over a wider temperature range than chromium carbides like in 440C. I may do more experiments on specific steels in the future looking at the effect of austenitizing temperature. You can read more about the austenitizing step in heat treating in these articles: Part 1, Part 2, and Part 3.
Tempering Temperature
We compared CPM-4V with a temper of 400°F and 1000°F. You can read about these two different tempering regimes in this article on tempering. Some have claimed that the alloy carbides that form in tempering at 1000°F lead to improved edge retention. However, those alloy carbides are extremely small and I have assumed they play little or no role in edge retention. With Uddeholm’s testing of the similar Vanadis 4 Extra with wear resistance testing, they found no difference between low and high tempering when compensated for hardness [7]:

In our case we had a bit higher hardness with the low temper of 4V but the edge retention was only slightly better, perhaps indicating that the 1000°F led to better edge retention for a given hardness. However, this was only one test, and looking at the scatter in the results above you could conclude either low or high tempering is superior based on which two points you choose. Another factor is that a significantly lower austenitizing temperature would be required for the 400°F condition to achieve the same hardness as the 1000°F, at which point the edge retention may be identical because less carbide would be dissolved at the lower austenitizing temperature. But based on this result it could be that slightly higher edge retention is possible if using a 1000°F temper. However, we have seen relatively large improvements in toughness by using 400°F tempers with CPM CruWear and CPM-4V which I think makes the low temper more desirable.
Cryogenic Processing
I have written extensively about cryogenic processing in these articles: Part 1, Part 2, and Part 3. Part 3 is the most relevant to this discussion as it covers differences in wear resistance from cryo. There are occasionally outlandish claims about the effects of cryo on wear resistance, like 6.5x the wear resistance just by using a cryo treatment. A cryo treatment can reduce retained austenite and increase hardness somewhat which can improve edge retention. But some claim other effects like an increase in carbides which are not likely given the cryogenic temperatures involved. Certainly nothing to the extent of 3x or 6.5x improvements in wear resistance. In the CPM-154/154CM CATRA article we compared cryo vs non-cryo and no difference was found, but that was with high temperature tempering (~1000°F) which some claim does not result in an improvement from cryo.
In this study I chose D2 steel because it has had more cryo research done on it than any other steel. And there is one particularly influential article that found that a 36 hour cryo treatment led to the best improvement in wear resistance [8]. This article has led some to claim that cryo is time-dependent and that there is an optimal time for different steels. So I compared a non-cryo D2 to a 36 hour cryo. I tempered the cryo steel a bit higher (500 vs 400°F) to try to get the hardness the same but ended up overshooting and the cryo knife was actually softer. But if the cryo led to a 3x increase in wear resistance a 1.3 Rc difference should be easily overcome. In this case the non-cryo knife had somewhat superior edge retention because it was somewhat harder. In my Part 3 article I concluded that those cryo articles “are not very convincing” when talking about wear resistance improvements and after doing a study myself I am even less convinced.
Summary and Conclusions
It is difficult to summarize this big study which took several months of time and several thousands of dollars. And we will hopefully add more steels and look at other things in the future. For those that don’t care about all of the individual details I recommend looking at the big comparison chart. Higher vanadium steels had better edge retention, as expected. Some steels did a bit better or worse than expected like Z-Max, S110V, or Blue Super, and those deviations were discussed, some have more pleasing hypotheses than others. Non-stainless vanadium-alloyed powder metallurgy steels tend to have the best balance of toughness and edge retention such as CD#1/Z-Tuff, CPM-3V, CPM-CruWear, and CPM-10V. Stainless steels AEB-L, 14C28N and LC200N are pretty balanced at the lower end of the edge retention spectrum but most of the other stainless steels top out at relatively low toughness which limits their properties when compared to the non-stainless steels. Low alloy steels did relatively poorly for edge retention, with 8670 and 52100 being the most balanced. I speculated that sand being harder than simple iron carbide led to little differentiation between the low alloy steels. I found little change in edge retention by using high temperature tempering (1000 vs 400°F) or by using cryo treatments, at least when either heat treatment results in similar hardness. There may be some effect of austenitizing temperature on edge retention which was expected, but could use some more exploration.
[1] https://scienceofsharp.com/2015/03/01/the-diamond-plate-progression/
[2] http://www.cliffstamp.com/knives/articles/grits.html
[3] https://www.bladeforums.com/threads/ranking-of-steels-in-categories-based-on-edge-retention-cutting-5-8-rope.793481/
[4] http://seamountknifeworks.com/js/web/viewer.html?file=articles/pdf/shapening.pdf
[5] http://www.matweb.com/search/datasheet.aspx?matguid=8715a9d3d1a149babe853b465c79f73e&n=1&ckck=1
[6] Samal, P., and J. Newkirk. “Effects of Alloying on Powder Metallurgy Tool Steels.” (2015).
[7] https://thecbm.co.uk/wp-content/uploads/2015/11/Tool-and-die-life-2-March-2016-Uddeholm-Tool-steel-selection-for-AHSS.pdf
[8] Das, D., A. K. Dutta, and K. K. Ray. “Optimization of the duration of cryogenic processing to maximize wear resistance of AISI D2 steel.” Cryogenics 49, no. 5 (2009): 176-184.
Great article! I really like your style of writing combined with the way you present the facts as well as opinions separately. Keep up the great work and congrats on the Machine acquisition.
Thanks Scott. This article felt long and convoluted with all the things that need discussing. So I’m happy it made sense to somebody.
I can’t find 440C in the toughness charts. Is it there or am I just blind?
Unfortunately the 440C toughness specimens I was going to test were ruined in machining.
Shame. But nice to know I am not blind. I thought it was there because it wasn’t one of the ones listed as not having a sample for.
You’re right I will have to add it to the list.
Awesome work!
Hello,
Do you mind sharing the complete dataset?
More great results for boring, cheap-as-chips Sandvik steels (and their analogues). Who would have thought that alloys designed specifically for manufactured knives would work so well in that role, versus weird super-alloys conscripted into service by steel nerds (whom I love).
Your articles (and Shawn’s and Roman’s Youtube vids) have helped me understand the role of processing costs as part of retail price, as well-done Sandvik knives from big companies like Real Steel seem “too cheap” compared to other models using steels that are wastefully inefficient to process.
acero sueco…lo mejor de lo mejor, por ello sheffield importaba siglo XIX acero sueco !!
I enjoy all of your reading all of your work, but this article is particularly amazing. Thanks for sharing your work with us!
It would be cool to see CATRA based optimization of edge grinds for the high hardness, high toughness steels that do not have highest edge retention at 30 degrees (15 dps), such as LC200N, 14C28N, 3V, CruWear, etc. It would be interesting to see if the edge retention performance evens out relative to the high vanadium carbine steels, after the grind is optimized for each steel.
This is simply the most exhaustive study made available to the public without any commercial bias.
This is really a step stone in scientific cutlery approach and I am sure not only amateurs will study it closely…
Great job and send all our respectful and grateful thoughts to your amazing and supportive wife. You both rock!
Bravo! Now you are going to abuse the samples on that micro toughness thingy? Great info!
Hey larrin,
Thank you for being a part of my education on steel and the chemistry behind it.
I was thinking on the issues you had with s90v and s110v, how s90v showed better edge retention. I reflected in your theory of grain size in the card. I wonder if loading the CATRA edge retention tester with a standard fibrous card stock without silica sand material, if the s110v would out perform the s90v or show a different result.
Kind regards,
Keith
Great report! Thanks for all these info and tests.
Paolo
Amazing article and fantastic wealth of information in this single article!
Though, I’m wondering how this really can be applied to specifically knife users. Doesn’t CATRA test “ultimate” edge retention, until the edge is essentially dull and running your fingers along the edge will not result in a cut?
How do you think the results would differ, if instead, the test was done to a specific BESS rating (maybe around 600 or so)? Since, most users (I guess it would be enthusiasts, ahhaha) of knives would likely never reach the point that CATRA testing creates. I would surmise that most users would want to keep a relatively keen paper slicing edge that could be maintained with stropping and a touch-up on stones every once in a while vs. the completely dulled edge that CATRA testing creates. It would essentially be a more controlled test of Cedric&Ada’s test with likely more consistent values.
The CATRA machine generates sharpness loss curves as it tests and those are all saved. This article was already too long to look at individual tests. I spent a lot of time looking at individual curves, of course. I also picked an arbitrary sharpness level and compared steels that way instead, for number of cuts to reach that level. The steels with low scores also dulled faster so the trends end up being the same just with more scatter in the results because the tests are shorter and because individual cuts vary within some window for a given level of cutting ability. There were no steels that held initial sharpness better and then fell off, for example. The steels on the low end also were dull the fastest.
Wow, that’s a great article with a huge amount of information. Thanks a lot!
Now there is a user in this thread on a german forum, that tested two identical knifes (Morakniv Basic in carbonsteel), one with a coarse finish and 20° bevel and one with a fine finish and a 40° bevel. (https://www.messerforum.net/showthread.php?141035-Schnitthaltigkeit-Z%E4higkeit-Rosttr%E4gheit-Drei-Hitlisten/page7) He than cut multiple things like cardboard, paper, wood, vegetables ,meat, …
There the knife with the fine finished edge and higher angle outperformed the other one, what it contrary to your findings (better edge retention with coarser finish and lower angle). Do you think this is caused by some subcontious bias, statistical fluctuation, “human hand vs machine” reasons, or just other factors that are not regarded in the CATRA test?
With online translation and some missing information it is hard to make an assessment. I dont think it was stated when he was making push cuts and when he was making slicing cuts for example. If he is making push cuts then the coarse edge is a poor choice. Based on the used edge of both knives it looks like the steel isn’t hard enough to handle the 20 degree edge and therefore is deforming. When a knife chips or rolls then the geometry must be more obtuse to instead lose sharpness to wear, as chipping or rolling means instantaneous edge loss rather than gradual wear. The edge finish is dictated by the type of cutting, and the edge angle is dictated by the steel and heat treatment and the user and his cutting. If someone reads an article on CATRA testing and then says, “so now I make my chopping knives with 15 degree edges and sharpen them to 120 grit” then he misunderstands the type of cutting that will be performed and how to optimize for it.
Amazing article!
I would like to know if the toughness of S90V is even lower than M390/20CV/204P based on your latest update. Thank you Larrin!
CATRA testing media seems good for taking an edge from sharp to very dull, but it appears to lack some resolution that would be helpful for people who don’t let their knives get that dull. Do you think a less aggressive test media might be better for generating a “sharpness curve”? Also, do you think a less aggressive test media might favor different attributes that contribute to edge retention?
I don’t know if the test is necessarily lacking in resolution. The data could be analyzed to determine the number of cuts it takes to an arbitrary level of sharpness. It could be that the sand abrasive is too hard to differentiate between low alloy steels though. But that’s not really a resolution problem but a quality of the abrasive. Other materials may behave differently which is why I’m exploring other media to see what differences may or may not arise.
simply the best article for me to date .
real world use of edges cut dirty material to delicate leafy vegetables.
this is just one of the worst abrasives
if this paper is made up for just that consistent results .
i wish you luck finding another material with a test result confirmed abrasive content i hope you do
love your work thanks
Hey Larrin, thank you very much for the efford you are sharing with the knife community!
One Question, i found another CATRA Test on your Site, the one from Global…
They got nearly the same TCC with handsharpened Global blades as you did with REX 121… ?
Also on your site i found this two
Böhler Uddeholm CATRA: Elmax (62 HRC) = 930,7 TCC
Larrin CATRA: Elmax (61,3 HRC) = 559 TCC
What is the difference between these tests ?
Thank`s in advance,
Greetings,
Sebastian.
Neither Global nor Boehler Uddeholm say anything about the grit finish of their blades. Also the edge geometry in all 3 tests is probably completely different.
Cheers
Klaus
Global did… 15-20 degree per side. According to Larrin`s finding this should give a worse edge retention ?
Greetings,
Sebastian.
Sorry rubbish 😉 … They did not say anything about grit or geometrie, but at least a Global has a worse geometry for test`s like this.
Greets Sebastian.
How many tempering cycles were done in case of high speed steels (M2, CPM-M4)?
I was also curious about the heat treating, grinding the edge, using control batches. You grind 1095 too hot and it’ll just break
Grinding: https://youtu.be/wsjm9afLj8s
I’ll admit, I’m a simpleton. So, Sandvik 14c28n maybe one of the overall best knife steels? s110v may have some of the best edge retention?
Hey Larrin, Great work. A couple things to watch out for as you do more testing. One, the consistency of the CATRA paper is not great from batch to batch. There should have been paper work in your box of paper that discloses the calibration factor for that lot of paper. Your next box of paper may or may not come from the same lot of paper, so it may or may not have the same calibration factor. For the level of accuracy you are trying to achieve, I don’t recommend comparing results from different lots of paper even if you do use the calibration factor.
Second, I would make sure that you only use the portion of the paper stack that has been compressed by the air cylinder. Typically, I will burn through the first inch or so in the stack to make sure that section of paper has been pressed together several times by the cylinder. Snap-off blades work great for this task. If you think about it, you want a solid block of paper, with no gaps, to have the best consistency. There is a vague reference in the ISO standard that talks about not using the first 25 mm in a paper stack. I believe this is what it is referencing. I hope some of this helpful. Keep up the great work.
Thanks for those suggestions, Mark. They line up with my experience as well.
Once again, a great article Larrin! I am interested to see your upcoming article on the toughness of M390. I recently bought a folding knife with an M390 blade from a reputable manufacturer that took on some small chips cutting through cardboard on top of a cutting mat. I was surprised to say the least! I think your information balancing the various properties of the “super steels” is a really useful antidote to all the marketing.
Yeeesh, aogami didn’t do well.
Aogami isn’t designed for this… rex 121 is not designed for that… that is life…
Obviously the context was regards to peer steels.
14c28n is stainless, tougher, cheaper, and is better at cutting card stock:)
SG2 isn’t cheap but it is stainless and cuts far better than the blue super.
My point is simply that sometimes some steels (with ht & knife design being equal) are simply better than others at certain tasks and this data suggests aogami isn’t as good as most on this list.
I’ve seen the same testing and using japanese tools with blue 1 and blue super. It’s OK, but it doesn’t live up to the hype. Blue super has trouble holding a fine edge in wood compared to shirogami (or 52100 or even O1) – whatever is expected based on the composition just never materializes for me.
I also tested XHP in plane irons and it just simply lasted twice as long in clean wood as blue 1, and its behavior was better.
I like white and blue 1 in knives, but can’t deny they don’t test that well. I like them because they sharpen easily and feel sharp/crisp. When I tested my first group of plane irons and produced a data set, there was some static from a subset of folks who believe firmly that the purest tamahagane will outlast everything, and the purer blade steels (shirogami/aogami) are right on their heels if forged and then everything else is later. It creates an easy false argument (“if you don’t see results matching that, then the person who made the tool didn’t have good skill”).
so After this, are you still recommending CruForgeV as the more abrasion resistant low alloy alternative to 52100?
Would it be possible for you to provide the raw data tables you used to create your toughness and CATRA graphs so that we can analyse the numbers more? I am mainly interested in the toughness/edge retention relationships involved with different steel compositions.
Figures. The steel used in most of my knives must have performed so badly they didn’t even make it onto the bottom of the charts.
Hi Larrin,
One of the most useful articles you’ve done yet (at least to me), I’ve likely read it at least twenty times.
My question is this: since you didn’t test 1084 (I totally understand why, there’s little variation in the LA steels), could you give an estimate on the edge retention of it compared to 1095 or O1? I’m expecting less than 1095 but more than O1.
Thanks, Johnathan
Less carbon and alloy than either 1095 or O1 means lower wear resistance than either.
And yet doesn’t science require we test this hypothesis?
He asked me for an estimate so I gave him one. But it would take a suicidal metallurgist to propose that the previous 100 years of wear resistance testing was wrong and that my next test is going to show the truth. There are much more interesting tests that could be done than 1084. Only so much time in the world.
Yes, please skip 1084, super steels are more interesting.
I joke I joke. It’s a totally reasonable estimate and I agree with you there are far more interesting things to test!
Thanks for keeping me on my toes, Scott.
Oh, ok, thanks!
Can you show us how abrasives hardness effects edge retention?
Diamond&CBN vs AlO3
with vanadium rich steels like sg2 to 15V
Hello Larrin — a couple of times in this report you mention burrs and deburring as one of the challenges to repeatable testing. Do you have (or did you develop over the course of the last few months) a favorite method/technique for deburring? Thank you.
For this study I use a guided system to maintain precise edge angles. I use edge leading strokes with the same 400 grit stone to deburr, using the original angle for sharpening. Perhaps using a slightly higher angle would make deburring easier but then I would have a slightly different angle making analysis of the testing more difficult.
I see that you didn’t have Rex 45 or equivalent to test. Where do you think it would fall in terms of edge retention?
I have the knife ready to test now. It’s inherent wear resistance is below CPM-M4 but if it is at significantly higher hardness then it can be similar or better.
Is Rex 45 going to be tougher than M4?
Not according to Crucible’s data, and doubly so if the Rex 45 is at higher hardness.
Is there any reason to go with Rex45 over M4 then?
Rex 45 can get a point or two harder than CPM-M4 though M4 can get up to 66+ Rc. However, if higher hardness than M4 is desired there is Rex 54 which is M4 plus cobalt. Rex 45 is M3:2 plus cobalt.
Dear Larrin,
Super interesting blog – just discovered it yesterday and was reading till 3am in the morning.
I would have never thought that carbon steels like Blue Super have such a worse edge retention compared to steels like VG10 or D2. However, I also have the feeling that the initial sharpness (the force required to make a cut to use your words) of carbon non stainless steels is higher than the initial sharpness of stainless steels. Do you know if that is an illusion as well. Have ou done any testing here?
Thank you very much,
Ole
For this study the initial sharpness was measured before every test and was maintained in a narrow range. Initial sharpness is controlled primarily by sharpening skill and not steel, though some knives may be easier to sharpen than others.
Dear Larrin,
Thank you for the fast response. I have read several times that carbon steel have smaller carbides and that the chromium in stainless steels leads to bigger carbides and that this is the reaseon why carbon steels are sharper. Is that totally wrong or just negelectible when considering sharpness?
Thank you,
Ole
Maybe it makes a difference at some incredibly high level of sharpness, but even D2 with its large carbides can be sharpened to a very fine edge. Some argue that the large carbides lead to different dulling behavior, however.
Dear Larrin,
Thank you very much. It is really shocking how much nonsense is written in knife forums and on websites of knife producers. Even more shocking is how oneself not only believes in this nonsense but is really convicted to FEEL differences in steel that do not exist. However, as a behavioral economist I know how strong perception biases can be. Before the study of you blog I was 100% convinced that Aogami knives are sharper and with better edge retention cpabilities than VG10, D2 etc. So thanks again for the enlightenment.
Best,
Ole
That sentiment is not really true, though it’s still widely told. closely graded small diamonds make no initial sharpness difference between any steel, and some of the steels with high chromium seem to have less friction through a cut and seem easier through at same sharpness. (My experience is with wood).
The notion of one steel being sharper vs. another is related to using steels of differing hardness and comparing the edge (the harder steel that’s still tough enough will always feel sharper with the same abrasive and have enough strength to hold the edge better), or using a limited set of abrasives (large carbides in a relatively soft steel is a bad choice for something like novaculite).
Steve Elliot followed this all the way down to 0.25 micron diamond mechanically measuring cut resistance and found no difference between steel types. I did a durability test in wood, and found no difference in sharpness, but did find a perceptible difference in cut resistance at same sharpness and same angle (surprisingly). oil hardening steel was in the middle of the pack for cut resistance, high chromium steels less resistance, and for some reason, 3V and particle M4 had greater cut resistance even at very high sharpness. Something about their surface (is it the vanadium? I don’t know) creates more friction, which is initially perceived at lower sharpness, but by my most reasonable test of sharpness – how thin of a shaving they can lift off of wood, there was no difference.
One last thing on this – I’ve noticed over time sharpening steels that either hold a wire edge strongly or that are very abrasion resistant that people confuse not finishing the job sharpening for lack of sharpness. Once edges are made to look the same under the microscope, then their sharpness is the same, but few who build a routine to sharpen dull 1095 steel will put in the necessary physical work to complete sharpening something with a lot of vanadium carbides unless they sharpen the latter type more often than at the feeling of dullness.
By the way, my comments on cut resistance in wood (which may be hard to duplicate cutting card, etc – I’ll experiment with XHP vs. carbon steel at same hardness and angle) was a surprise and not confirmation of a feeling.
I expected to feel carbon steel being the smoothest and others less smooth in the wood with a less bright surface. Lower cut resistance correlated with a brighter surface left on wood (even at same sharpness, and oil hardening and XHP were same hardness in my test).
What happened was that I observed something that I didn’t expect. It was doubted plenty (either by japanese tool fanatics, or folks who believe pre-bessemer steel is better or whatever else), but nobody tried to duplicate what I found.
I resharpened each several times to confirm the relationship. Strangely, the steel with the most cut resistance (CPM M4) in my tests lasted the longest (not a surprise given its carbide contest). When planing wood, the cut is similar to a push cut except that the mechanism of the plane holds the cutting edge against the wood on one side and then the shaving on the other is pushed back toward the wood to control the cut, putting friction also on the other side of the plane iron.
I think this has little interest to anyone, but was observable when using an identical test bed and using one right after the other.
The fact that this can be observed when using plane irons one right after the other in identical conditions, but I never noticed it using any of these far apart (there’s no relative feel that can be compared if one is used one day and another the next) illustrates just how useless bits and pieces of experience can be when they’re substituted for an actual test with variables controlled.
(the data set above is also interesting to me because the high hardness japanese irons in blue steel showed both less wear than I expected as well as evidence of large carbides leaving pock marks as they came out of the edge. After the horn tooting of the type for so long – in terms of uniformity and edge fineness, I didn’t expect that (The japanese steel here is blue-1)
https://i.imgur.com/dhmKa79.jpg
compared to O1 (an iron of my own make, but good quality starrett steel). Both lasted about the same amount in the test despite the higher hardness of the japanese iron – in short, blue 1 was a disappointment.
https://i.imgur.com/J2OMH4M.jpg
The scooped-out shape is actual wear about 3-4 thousandths of an inch long due to the sliding of the wood over the tip of the iron on the flat side (plane irons are single bevel, in this case, the bevel faces the wood, and the flat side faces the waste).
Rather than try to create a test to disprove the things that disproved my initial biases, it seemed smarter to re-run the test, confirm and realize that I just didn’t expect what would happen because I hadn’t looked closely enough before.
No other iron lost “pocks” like those in the blue 1 except for non-PM chinese high speed steel that cost 1/8th of what the japanese iron cost. The chinese iron was just shy of M2 by XRF testing and lasted 65% longer before ceasing to cut.
All these measurement are great (not only) for steel nerds 🙂 What really surprises me though is the edge retention (TCC) of the S30V. This is a well known steel and one can find many edge retention tests online (while indeed not as scientific as your approach) in which the S30V never get even close to steels like M4 – be it rope cutting or cardboard cutting. Many other of your results (on relative terms) compare relatively to these less scientific tests, but S30V really sticks out. Would you have an idea as to why this could be the case? Thank you.
The S30V looks about right based on others’ tests. Perhaps just you expected CPM-M4 to be better. CPM-M4 knives are available anywhere from 60 to 64+ Rc which would obviously affect its position on the chart. And some types of tests may favor hardness more than others if the edge is deforming in the test.
Thank you, those are good point.
Yeah I was curious how S30v scored so high when many testers are getting less than amazing results. I looked at Outpost76’s spreadsheet and it looks like most S30V on the market it ran soft. Most of the knives he and others tested had HRC’s around 59-60. I wonder if there is a large difference in cost to heat treat to a higher hardness? Because one thing I noticed from their findings is that the Italian manufacturers run their M390 super soft and at the same time they are offering M390 at the lowest prices (outside of China). Does softer=less cost?
Softer can make grinding easier which can reduce some cost but I don’t know if that would explain large price differences. The “recommended” heat treatment in the S30V datasheet isn’t that great which may explain some of the soft S30V.
softer is a safe way to make knives. People can sharpen them easier, breaking off the tip is less likely, chipping the edge is less likely, and the average person doesn’t actually connect abrasion resistance to what they’re doing as much as they think they do, unless they live somewhere cutting rope with sand all day.
There is a “magic point” from a toolmaker’s perspective where steel crosses into having toughness good enough to use (no chipping) but maximum strength due to higher hardness. If a knife chips, it’s coming back. If you push the limits on high hardness, then you have less room to avoid chipping. If you temper several points below the crossover into acceptable toughness, then chipping is far less likely.
Japanese tools and knives often skirt this limit, and under my scope, I see tools and knives just a bit too hard as delivered. Professional users would temper the tools back a little bit, but amateur users will either send a tool back or fail to see that it’s a point or two from greatness.
Hey Dr. Larrin I read one of your comments stating that a tougher steel that can be heat treated to a high hardness will be very stable. This sounds like the perfect recipe for a Japanese style kitchen knife. Which steel do you theorize wood do best in this application? Let’s say the knife were to have 12 DPS or less.
I’m not Larrin, but my recommendation is CruWear, or 4V. They can get really hard (64hrc), but are still tough. There’s also Larrin’s new steel that is like 4v, but stainless.
Hello,
I’ve been pouring over possible candidates for a small, general purpose outdoor knife and I was debating between knives in AEB-L, 14C28N and CPM-154. I did notice something somewhat confusing that has thrown a wrench into my deliberations, however, regarding the latter, and I was hoping you could clear up my confusion.
In the Toughness chart published in article your article “All About AEB-L” (found at https://knifesteelnerds.com/2019/03/04/all-about-aeb-l/), you list CPM-154 as having a toughness of about 18 ft-lbs at 59.8 Rc. However, in this article, an otherwise very similar chart lists CPM-154 as having a toughness of about 9 ft-lbs at 60 Rc to about 6 ft-lbs at roughly 64.2 Rc.
If a 0.2 increase in Rc hardness results in a literal halving of toughness…
…damn, that is some finicky steel. 😆
Any chance you could point out whatever it is that I’m probably missing? Thanks.
https://knifesteelnerds.com/2020/03/16/how-to-heat-treat-cpm-154-toughness-experiments/
This is amazingly interesting.
3V looks to be the best ridiculous hard use soldier knife having 30ftlbs toughness and in excess of 450mm.
With 14c28n being the budget runner up.
My daily hard use knife has always been AUS8 and I carry a sharpener. Cutting open bags of stone, trimming thick plastic signs and cutting inch thick rubber floor tiles it has always held its own just needing a quick touch up on the job.
Now I need to find a 3” hard use folder in both
hmm. Interesting indeed. Some of these things are beyond my scope of engineering but I do understand real world edge retention.and ability to resist chipping(toughness). I have a fairly small scope of steels I have used for every day carry, work and hunting/fishing. now, I am very enamored with the super steels, but have a fairly small scope. I very much want to try S 90 V, M3 90/20 CV and Elmax. I have heard that M3 90 /20 CV and Elmax are supposed to be the easiest sharpening of the super steels(and easy to polish ).It doesn’t make much of a difference to me, because I have been able to make anything shaving sharp since I was 11 years old. but, I am interested in starting a line of hunting knives that will be used by a lot of people that don’t find sharpening as easy. I do realize the relationship between edge holding ability and toughness. I would be more interested in buying very good blank steel to cut to my own designs than actually trying to get the best out of each blank myself. Just want to get the best product available for my endeavors. Is there any correlation between cutting silicone impregnated paper and real world use of occasional kitchen/pairing use and hunting chores that will chop wood, cut hide, bone and slice meat in field and on table?
abrasion tests are good for slicing longevity. If you view larrin’s steel summaries and find a steel with a fine grain, reasonable higher hardness practical upper limit and decent abrasion resistance, you’ll find something that will last a long time in the kitchen (AEB-L, powder 154CM, XHP – all will take a pretty good fine edge and hold it hardness above where you could steel a knife).
chopping wood is generally a different tool (heavier spine, different edge geometry) – if you want to slice/dress animals with a knife that will tolerate a lot of wood chopping and splitting, you’ll be cheating yourself out of the ease of using a thinner harder knife.
Any decent steel will do what you want to do, though – experiment a little. If you like slicing, higher hardness is nice and may mean more than steel differences.
I see that the super blue steel did extremely poorly on CATRA testing but, I do know from experience owning it, that super blue holds and keeps the edge for long time. For situation like kitchen knife does CATRA test mean anything when you are not doing abrasive cutting? Can I also understand the CATRA test as ease of sharpening?
Catra is accurate at predicting feet of paper or cardboard cut, or feet of non-abrasive wood planed with the same steels in a hand plane. It’s probably a reasonable statement to make that anyone complaining about edge life with any slicing tasks could learn to sharpen faster and better and avoid damaging edges in use unnecessarily, assuming they aren’t just working with a bad knife (underhanded). Xhp lasts twice as long for me with woodworking tools vs 01 or 5200, but I’d prefer to use the latter.
Underhanded=underhardened
But could you pls help me understand why did super blue did so poorly bcz from my experience and super blue does have so much more edge retention than vg10 but in CATRA testing vg10 seems to be better. My understanding is that super blue has really fine structure little to no carbide so it just gets easily wear out on abrasive cutting but vg10 still has the carbide after the sharpened edge wears out so it does better on abrasive cutting that’s the understanding I have right now.
That’s my experience. A pretty much pure abrasive test doesn’t always bear out in day to day use, especially if you challenge toughness or very fine edge holding. Xhp in planes is similar- you can devise a test where its abrasion resistance vs Japanese or carbon steels shows easily, but in day to day work that’s less ideal, it can be hard to get as much improvement and it grinds and sharpens half as fast.
Doing simple things in wood like cutting across the grain instead of with it can drastically change relative edge life. Edge strength plays a bigger part and steels with ok toughness but excellent strength do better.
I have a section of the article dedicated to why I think Blue Super did worse than expected.
I have extensive experience with my kitchen knives (mostly custom made and some traditional Japanese ones) used for typical kitchen tasks. So, I got knives made with Aogami 2 (blue 2), Aogami Super (super blue), Shirogami 2 (white 2), VG-10, D2, Elmax, SG-2, M390, N690, AUS-10, Lohmann Cromax PM (recent one) and some (can’t remember names) high-carbon non-stainless steels.
While I have to say, that knives made with modern powder steels stay sharp the longest of all, in my experience Aogami Super edge holding performance for kitchen usage was better than high-carbon stainless like VG-10, N690 and etc.
I also like the… hmm… “cutting feel” (I wonder if that has an objective metric) of knives made with high-carbon non-stainless steels like white and blue.
I was just wondering if the vg10 and sg2 went through the cryo treatment that most of the steels on the toughness graph?
Yes, the VG10 and SG2 were given a cryo treatment before tempering.
Thank you for writing great article.
By the way, do you have any plan for retention test 420J and 1.4116?
These steels have poor performance. but, most commonly used in cheap knives.
I think they will be good control group compared with high performance steels
I didn’t test 420J but I did test 420: https://knifesteelnerds.com/2021/05/10/edge-retention-testing-of-seven-more-steels-xhp-spy27-maxamet-rex-45-420-t15-rex-76/
Hello Lauren I had a question with a steel I came across when I was looking at a chef knife. It was Chromax steel. Chromax is composed of 5% Chromium, 1% Carbon, 0.9% Manganese, 1.2% Molybdenum and 0.5% Vanadium. that’s what it says in the website and I know we can’t judge the steel only by looking at the composition but can I expect similar performance to A2 steel? and what is your opinion on the characteristics of that steel if you can predict.
That looks like A2 to me so yes.
The entire blog is totally crazy. Most of the other Internet sources are just repeating the same information and myths, without details and own investigations. Respect!
Do you have any opinion/test about SRS-15 and SRS-13? These steels are new for me. The Japanese makers are too conservative and use small number of steels, that are a bit older and well known. SRS-15 seems proprietary but access to the SRS-13 is not limited (the difference between both is just 0.01 carbon content). In some way these steels remind me for AEB-L but on steroids. My personal opinion is that knife steels have to be more balanced without extrema levels of toughness/wear resistance – these two looks just like that.
SRS-15/SRS-13 are basically PM D2 steels with increasing alloy additions for more “hot hardness” and wear resistance. I wouldn’t really compare them to AEB-L as they have much more carbide in them for more wear resistance and lower toughness.
Yes, you are correct of course, probably the 13% chromium content is the reason for this wrong parallel to AEB-L. In some way I have formed an opinion that the chromium is the biggest evil into the steel alloy compared with the other carabid formers (I’m sure again I’m incorrect).
Any way this steel looks tougher than SG2. In your tests D2 looks less than impressive in toughness but I believe that is due to the production method – I have seen your article “New Micrographs of 42 Knife Steels”. Obvious the steel properties are not easy for prediction and the relations between components is very complex 🙂
Nice. Very indepth. I enjoy looking over these types of articles.
I was, at first, very surprised by how 14C28N held up in testing. I knew it was a decent budget steel, but it seemed to really outperform what I thought would be possible.
…Then I thought about it and realized: None of my Kershaws or other knives are likely to be 62+ HRC, thus why that performance seems surprising at first.
Another surprise was ELMAX, which for some years was the “darling” of a dedicated, albeit small. sector of the custom/midtech knife world. Can’t say much about that because all my ELMAX knives are also KAI, and thus not ran as hard as custom knife makers. Still… Kinda disappointing. And… the REAL shocker, to me, was S30V. I love S30V, it holds a place in my heart, but even I was not expecting it to do so well and for it to hold its own against CPM-M4 even at the lower end (even lower than many production knives!) HRC numbers. Aaaaaand, seeing S35VN perform demonstrably worse just reinforces my opinion that it was a “two-steps-back ‘upgrade'”. I’ve never particularly cared for it and wish that S30V had remained the standard. Thankfully, S35VN seems to be falling out of favor for the most part and all I can say is: good riddance.
Oh! Before I forget: I see XHP listed in the stainless steel chart showing toughness/hardness – but I don’t see if listed in the actual test results. Is this something that you tested? Because, if so, I would be eager to learn how it performed. I’ve been quite impressed with Carpenter CTS-XHP thus far. So I would like to see if that is just bias on my behalf or if there is something to it.
https://knifesteelnerds.com/2021/05/10/edge-retention-testing-of-seven-more-steels-xhp-spy27-maxamet-rex-45-420-t15-rex-76/
Great article, thanks for putting so much effort in. I was wondering how non-powder PGK compares to Cru-wear in your opinion/ testing. Looking at CPM 154 vs 154CM there doesn’t appear to be a great difference between the 2 processes. In my very limited knowledge I assumed that smaller more homogeneous carbibes would significantly increase toughness and edge retention in PM steels, all else being equal.
Some of my toughness charts have conventional CruWear in it (non-PM) but people kept getting confused by it so I removed it. It has roughly half the toughness of the PM version, similar to the difference between 154CM and CPM-154.